| 详细介绍:
数控车床车削加工HRC58-62淬火硬钢料超硬车刀片
数控车床车削加工HRC58-62淬火硬钢如遇刀具磨损快,崩刀、尺寸精度差、光洁度不好等问题,欢迎致电 15670623393 谭春萍 郑州华菱 销售部
一、车削加工HRC58-62淬火硬钢车刀片材质的对比:
1、用涂层硬质合金车刀片:本身硬度HRC76左右,在车削加工HRC58-62淬火硬钢时,刀片磨损较快,还容易出现车不动、崩刀、烧刀现象,由于刀具磨损快,经常换刀等,影响加工效率,刀具成本增加!
2、陶瓷刀片:陶瓷刀片比硬质合金刀片硬度高,但是其脆性大,只能低速精车HRC58-62淬火硬钢,吃刀量很小,不能断续车削,不能用于粗加工或半精加工,造成加工效率低!
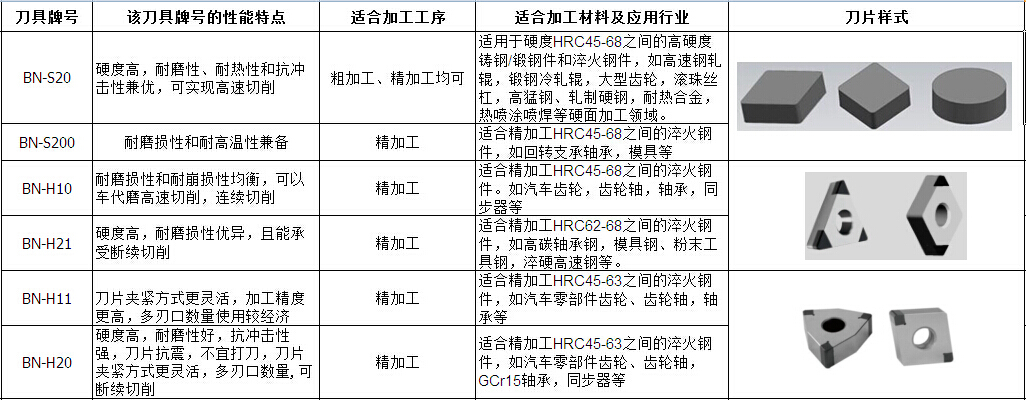
3、华菱立方氮化硼超硬车刀片:CBN刀片本身硬度HRC99左右,硬度仅次于金刚石,加工过程中红硬性好,刀具不易磨损,尺寸精度高, BN-S20和BN-H20(断削加工)BN-H11牌号,分别用于粗加工和精加工。该三种牌号车刀片能有力的提高加工效率,节约生产时间,减少生产成本。该刀头也可车加工、铣削,镗加工调质钢、氮化钢、氮化件、渗碳钢件(渗碳淬火钢件)、热处理后的高硬度钢件(热后加工,热后硬车削)、模具钢(淬火后或调制后的)、20CrMnTi、GCr15轴承钢,Cr12MoV、硬度值在HRC45以上(HRC58,HRC62,HRC60,HRC65等更高硬度的)(45号钢,cr12,cr12mov,H13,40cr,42mocr,20cr)淬火钢件。

二、加工淬火钢刀具牌号的选用及切削参数:
精车淬火钢BN-H11牌号硬车刀片:连续切削淬火硬钢,切削参数:Vc=120-230m/min;fn=0.1-0.25mm/r
精车淬火钢BN-H20牌号车刀片:中等断续切削,切削参数:Vc=100-180m/min,fn=0.07-0.15mm/r。
粗车加工淬火钢BN-S20牌号:整体PCBN刀片,华菱独家非金属粘合剂CBN刀具配方,可粗加工和断续加工淬火件。吃刀量可达7.5mm,用于修复模具,以车代粗磨从单边背吃刀量方面提高加工效率。Vc=90--150m/min,Fn=0.1-0.45mm/r
以断续精车淬火硬钢零件加工案例-齿轮车刀片材质及刀片型号和切削参数:

凡是购买我司郑州华菱 超硬刀具 均 质量三包,全程技术跟踪服务。欢迎新老客户来电咨询:
华菱微信公众号:郑州华菱超硬材料有限公司
联系人:谭春萍
手机:15670623393
电话:0371-55153317
QQ:2044262268
传真:0371-67981990
延伸阅读:
| 




