| 详细介绍:
【热后硬车】精加工淬火钢CBN刀具丨高速高效丨华菱超硬(查看)
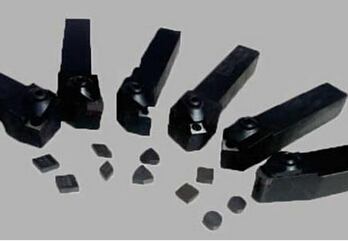
热后硬车,以车代磨精加工淬火钢(淬硬钢),可选择华菱超硬立方氮化硼刀片BN-H10,BN-H20材质牌号,比硬质合金刀头,涂层刀具,陶瓷刀具,刀粒加工淬火钢耐磨性高,可断续硬态车削45号刚,模具钢Cr12,H13等,ZG55,淬火后硬度HRC40,HRC45,HRC55,HRC62等硬度均可,加工淬火钢(淬火件,淬火料)光洁度好。广泛应用于加工曲轴、凸轮轴等零件,淬硬薄壁套、轴承环、齿轮内孔与端面以及量刃具等零件中,用以代替传统的磨削工艺。

BN-H10,BN-H20热后硬车精加工淬火钢优势:
1.BN-H10,针对淬火钢的CBN刀具,可高速高效精加工热后硬车HRC50以上淬火料,适合连续车削加工;常加工材质有20Cr,20CrMnTi,40Cr等,有渗碳淬火钢变速箱齿轮、齿轮轴、钢圈类,机床主轴淬火钢零件中广泛应用。
2.BN-H20,热后硬车淬火钢,在断续车削加工以车代磨时,刀片抗震、不易打刀,可适应中强度断续切削热后硬车加工,如车削细长轴,杆类零件,断续车削带孔法兰盘淬火钢零件;以及热后镗削加工带出油孔的内孔断续面;车削带内花键槽或外花键槽的断续面淬火钢硬面加工,以及超高温合金的超硬加工中提高加工效率。
案例:
加工零件:万向联轴节

硬度:60HRC
加工工序: 精车球笼面(连续切削),干式加工,
刀片牌号:BN-H10 TNGA160408 HNC10
切削参数:ap=0.15mm;
Fr=0.15mm/r;
Vc=190m/min
刀具材质 切削速度 刀具寿命 刀具成本
华菱BN-H10 190m/min 355件/刃 0.06元/件
某欧系品牌PCBN刀片 170m/min 370件/刃 0.10元/件
延伸阅读:
随着国内超硬刀具行业的发展,超硬刀具已经完全可以替代国外进口刀具车削加工,但是超硬刀具在目前国内市场的占有率还不够,没有硬质合金使用广泛,虽然超硬刀具加工稍高,但是加工质量,效率,寿命等综合因素考虑,超硬刀具还是比较划算的,只是国内对超硬刀具的认识还有欠缺。
如有加工难题,请您提供加工材料材质,材质硬度,加工部位(外圆,内孔,端面等),精度要求,单边余量等,我们将根据这些有针对性的帮您选择最佳刀具使用方案。
购买CBN刀具,请认准华菱超硬品牌,专业的立方氮化硼刀具生产厂家。
| 




