| 详细介绍:
【淬火钢
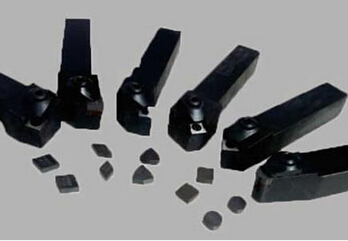
华菱超硬根据淬火钢工件的不同工艺要求,研制多种CBN刀片,刀具,代替涂层刀具,合金刀头,钨钢刀粒等车刀,硬车削,硬车加工,以车代磨淬火钢其性能更好,可用于普通车床,立式车床,加工中心,数控车床等,有焊接复合式,整体式(机夹刀片),可加工HRC45,HRC55-HRC55,HRC66等硬度淬硬钢,有45号刚淬火钢,12Cr,GCr15,ZG55,Cr12MoV,H13等淬火件。
介绍如下:
1. 华菱可以车代磨CBN刀具,BN-S20,,针对硬车淬火钢,选用非金属粘合剂,保证立方氮化硼高硬度的同时,耐磨性和抗冲击性更加优异,以车代磨淬火钢刀片耐磨,不崩刀,可大余量车削淬火钢,粗加工,半精加工,精加工淬火钢均可,可吃满整个刀片,能够高速以车代磨淬火钢,刀具寿命高,提高加工效率,节约生产成本。
以车代磨常用型号:SNMN120712 SNMN120408/12 CNMN120408 CNMN120708/12 RNMN120400
2.华菱CBN刀具,BN-H10,针对以车代磨淬火钢,可实现高速高精度加工HRC50以上淬火料,适合连续以车代磨加工;如精车20CrMnTi渗碳淬火钢变速箱齿轮、齿轮轴、钢圈类淬火钢零件中广泛应用,是一种实现高速高精度以车代磨超硬合金和淬火钢件用CBN刀具材质,此刀具材质牌号除了标准数控刀片外,也可订做非标镗刀,切槽刀等成型内孔车刀,以车代磨外圆车刀等
3.华菱以车代磨CBN刀具,BN-H20,针对淬火钢,在断续车削加工以车代磨时,刀片抗震、不易打刀,如车削细长轴,断续车削带孔法兰盘淬火钢零件;以及热后镗削加工带出油孔的内孔断续面;车削带内花键槽或外花键槽的断续面淬火钢硬面加工,以及超高温合金的超硬加工中提高加工效率。此材质牌号除了标准数控刀片外,也可定制非标成型切槽刀,精车,精镗,精铣刀片及螺纹刀片等,常规不带后角。

总结:1.华菱CBN刀具,BN-H10和BN-H20是焊接复合式立方氮化硼刀具,适合高速精以车代磨淬火钢。其中,BN-H10适合轻微断续精加工或者连续精加工以车代磨淬火钢,而BN-H20适合中强度断续精加工淬火钢和连续精加工以车代磨淬火钢,加工精度均能达到Ra0.4.
2.华菱CBN刀具,BN-S20是整体式立方氮化硼聚晶刀片,采用非金属粘合剂极大提高刀片以车代磨淬火钢时韧性,针对车削淬火钢,解决了传统立方氮化硼脆性大的难题,以车代磨淬火钢时,保持高硬度的同时,耐磨性和抗冲击性同样非常优异,大余量粗加工,半精加工,精加工车削淬火钢均可,节省换刀时间,精度能达到Ra0.8.
延伸阅读:
华菱超硬CBN刀具以车代磨精加工淬火钢件的刀具牌号及车削参数表:
|
淬火钢零件
|
华菱CBN刀具牌号(精加工)
|
适合的车削参数
|
|
吃刀深度ap(mm)
|
进给量Fr(mm/r)
|
车削速度Vc(m/min)
|
|
齿轮
|
BN-H10
|
0.2
|
0.1
|
180
|
|
冶金轴承
|
BN-H11
|
2.5
|
0.12
|
140
|
|
滚珠丝杠
|
BN-S20
|
4.5
|
0.10
|
90
|
|
同步器
|
BN-H20
|
0.15
|
0.1
|
170
|
|
万向联轴节
|
BN-H10
|
0.15
|
0.15
|
190
|
|
模具
|
BN-S200
|
0.5
|
0.12
|
130
|
如有加工难题,请您提供加工材料材质,材质硬度,加工部位(外圆,内孔,端面等),精度要求,单边余量等,我们将根据这些有针对性的帮您选择最佳刀具使用方案。
“量体裁衣”式服务是我们华菱超硬特色,凡购买我们的产品,我们全部是根据客户的加工情况,专门设计刀具使用方案,可以让您快速摆脱难加工材料困扰。
如有难加工高硬度材料,欢迎随时来电
| 




