| 详细介绍:
车床加工高锰钢专用刀具BN-S20牌号_可车高锰钢,耐磨钢
粗车,精车车削耐磨高锰钢(ZGMn13,Mn18)铸件用什么合金刀头锋利、耐磨,按优先选择顺序排列为:由于高锰钢的导热系数低,切削热很难通过切屑带走,切削温度很高,加快了刀具磨损。 切削高锰钢最好的刀具材料是立方氮化硼,其次是复合陶瓷,再其次是新牌号硬质合金,而在立方氮化硼刀具中,最好的选择当然是华菱超硬BN-S20,BN-S20优势请看以下介绍:

BN-S20四大优势介绍:
1.BN-S20牌号数控机夹式刀片:采用非金属粘合剂制成的中晶粒CBN整体烧结刀片,特点是可大余量粗车加工高锰钢,由于采用非金属结合剂烧结,避免了刀片车削高锰钢温度过高造成的刀片寿命降低问崩刀火烧刀得问题
2.BN-S20刀片是国际上知名的刀片牌号,常作为可转位数控刀片结构使用,广泛应用于车削高锰钢,耐磨钢,高锰钢铸件的粗车加工和高速精车加工
3. BN-S20刀片由于避免了因加入金属粘合剂导致的刀片耐用度降低,刀片寿命比传统金属结合剂刀片高2倍以上。硬质合金刀片的硬度在89~94HRA,相当于71~76HRC,车削高锰钢时,粗车崩刀,高速精车时又容易烧刀,陶瓷刀片由于脆性太大,容易崩刀,一般常用于超精车加工HRC50以下工件经济型最好,但是遇到铸造缺陷如气孔,夹砂会崩刀
4.BN-S20在高锰钢车削加工领域,是耐磨性最高的刀片材料寿命一般是硬质合金刀片和陶瓷刀片的几倍到几十倍;
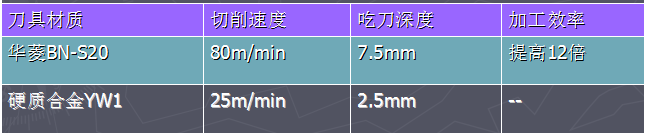
选择高锰钢车削加工刀具主要根据刀具材料、工件材料的物理力学性能、工件形状、工艺系统刚性和加工余量来选择。在选择切削用量三要素时,首选考虑选择合理的切削速度,其次是切削深度,再其次是进给量,以下为华菱超硬提供的BN-S20针对高锰钢的车削参数

破碎机轧臼壁
以下为理论参数,针对各种车削高锰钢工况,需要另外调试
(1)粗加工高锰钢时的切削参数:ap=6-10mm,Fr=0.25-0.8mm/r,Vc=85m/min;
(2)半精加工高锰钢时的切削参数:ap=1-3mm,Fr=0.2-0.4mm/r;
(3)精加工高锰钢时的切削参数:ap≤1mm,Fr≤0.2mm/r,Vc=135m/min
(4)铣削高锰钢时的切削参数:ap=2.5-4.5mm,Fr=0.25-0.4mm/r,Vc=90m/min。
选择华菱,选择成功
微信公众号:郑州华菱超硬材料有限公司
您有难加工的高硬度材料,选择华菱,也许就不用再那么费劲了
欢迎新老客户来电咨询
| 




