| 详细介绍:
【耐用效率高不崩刀】车淬火钢HRC62用什么车刀_可车削修正淬火料
车淬火钢用什么车刀? 淬火后变形量大,需要车削修正淬硬钢,淬火后硬度HRC62,合金刀头不耐磨,易崩刀,车淬火钢加工效率太低,什么刀具(刀片,合金刀头,钨钢刀粒,涂层刀具)可车加工淬火工件,选择刀具按先后顺序为:华菱超硬BN-S20(详情参看下面华菱刀具优势),其次为其他的PCBN刀具,然后是硬质合金到陶瓷刀具(硬度低于好人才5可以尝试硬质合金,低于HRC50的连续切削淬火钢可尝试陶瓷刀具,但不保证完全能用)
车削淬火钢考虑哪些因素?
首先,车淬火钢需要硬度较高的车刀,淬火钢淬火后组织为马氏体,硬度一般在HRC50-HRC62之间
其次,车淬火钢要求刀具的耐磨性好,淬火钢硬度高,对刀具的磨损大
然后,车淬火钢刀具要热传导率高,因为淬火钢硬度高,车削淬火钢时,温度较大,而且淬火钢切削屑与刀尖接触时间短,带走热量有限
还有,车削淬火钢要有一定的抗冲击性
华菱BN-S20立方氮化硼优势:
【1】硬度较高,可以车削淬火钢硬度范围在HRC45-HRC79之间,(当淬火钢的硬度达到HRC50~60时,其强度可达σb=2100~2600MP)
【耐用效率高不崩刀】车淬火钢HRC62用什么车刀_可车削修正淬火料
【2】抗冲击性强,可强断续车削大齿轮外圆(采用非金属粘合剂,解决了传统立方氮化硼刀具脆性大的不足
【3】耐磨性好,是硬质合金的30-50倍
【4】红硬性高,车削淬火钢温度就算达到1400摄氏度,该刀具硬度基本不变
【5】热传导率高,车刀淬火钢时,由于切削屑较短,和刀片接触时间短,切削力和切削热集中在刀具刃口附近,易使刀刃崩碎和磨损所以对刀具热传导率要求很高,但硬质合金,陶瓷,涂层刀具散热性都没有该刀具好
【6】效率高,可大余量粗车淬火钢,本刀具采用整体式立方氮化硼刀片,通体全部是立方氮化硼材质,所以可以大余量粗车淬硬钢
【耐用效率高不崩刀】车淬火钢HRC62用什么车刀_可车削修正淬火料
华菱BN-S20车淬火钢的加工案例:

加工零件:大齿轮
加工材料:硬度60HRC
加工工序: 精车外圆(强断续切削)
刀片牌号:BN-S20 SNGN120712
切削参数:ap=2.5mm;
Fr=0.12mm/r;
Vc=90m/min
刀具材质 切削速度 刀具寿命 最终失效形式
华菱BN-S20 90m/min 5件/刃 正常磨损
某品牌陶瓷刀片 45m/min 0.3件/刃 崩损

注意事项:
1.如果是车淬火钢硬度较高,HRC45-HRC62之间,且断续切削,或者想提高加工淬火钢效率,切削余量大,请选择BN-S20是不二之选
2.如果高速精加工车淬火钢,连续切削,可选择华菱BN-H10
3.精加工车淬火钢,且是中等断续切削淬火刚,选择华菱BN-H20
4.BN-H10,BN-H20是焊接复合式CBN刀片,车淬火钢可以节省开支,加工精度可达到Ra0.4
5.BN-S20也可以半精加工,精加工淬火钢,精度达到Ra0.8,但粗加工优势明显,用于精加工时,有点大材小用,浪费资源
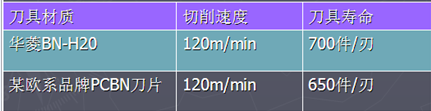
中强度断续车淬火钢,BH-H20与其他PCBN刀片对比

连续车淬火钢用BN-H10,效果对比
华菱BN-S20可数控车床车加工淬火钢,普通车床车削,车加工中心,立式车床车加工淬火钢都能够使用。
如果想了解车淬火钢更多案例和参数,请百度搜索“车削淬火钢CBN刀具大全_华菱超硬可车削淬硬钢 ”
或者给我们打电话来咨询,联系方式见标题上方
| 




