| 详细介绍:
【耐磨不崩刀】车削45号钢淬火件刀片车刀丨淬火钢丨淬硬钢
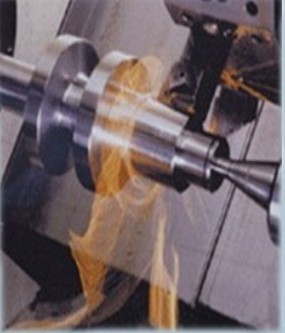
车削淬火钢,淬火硬度高达HRC55-HRC60,有的甚至高达HRC62,材料为45号钢,切槽,接触面积大、断续切削,用什么数控车刀切削比较好?也许您试过很多到都不理想,有多种原因,分析如下:

1.硬质合金YS8等硬质合金刀具,硬度想对较低,一般车削HRC45以下零件,而车削淬火钢有车不动,刀具不耐磨等现象
2.陶瓷刀具硬度相比硬质合金刀具,硬度稍微高一些,但是也仅仅能加工HRC50以下淬火刚,而且脆性大,遇到断续车削,崩刀情况非常容易发生
3.选择华菱BN-S20肯定会比较理想,目前市场应用成熟,针对淬火钢难加工的各种特点研发,可加工硬度范围为HRC45-HRC79,
优势如下:
【1】硬度较高,可以车削淬火钢硬度范围在HRC45-HRC79之间,(当淬火钢的硬度达到HRC50~60时,其强度可达σb=2100~2600MP)
【2】抗冲击性强,可强断续车削大齿轮外圆(采用非金属粘合剂,解决了传统立方氮化硼刀具脆性大的不足
【3】耐磨性好,是硬质合金的30-50倍
【4】红硬性高,车削淬火钢温度就算达到1400摄氏度,该刀具硬度基本不变
【5】热传导率高,车刀淬火钢时,由于切削屑较短,和刀片接触时间短,切削力和切削热集中在刀具刃口附近,易使刀刃崩碎和磨损所以对刀具热传导率要求很高,但硬质合金,陶瓷,涂层刀具散热性都没有该刀具好
【6】效率高,可大余量粗车淬火钢,本刀具采用整体式立方氮化硼刀片,通体全部是立方氮化硼材质,所以可以大余量粗车淬硬钢

BN-S20常用型号:SNMN1207,SNMN1204,CNMN1204,CNMN1207,RNMN1204等
|
淬硬钢零件
|
华菱CBN刀具牌号(精加工)
|
BN-S20适合的车削参数
|
|
吃刀深度ap(mm)
|
进给量Fr(mm/r)
|
车削速度Vc(m/min)
|
|
齿轮
|
BN-H10
|
0.2
|
0.1
|
180
|
|
冶金轴承
|
BN-H11
|
2.5
|
0.12
|
140
|
|
滚珠丝杠
|
BN-S20
|
4.5
|
0.10
|
90
|
|
同步器
|
BN-H20
|
0.15
|
0.1
|
170
|
|
万向联轴节
|
BN-H10
|
0.15
|
0.15
|
190
|
|
模具
|
BN-S200
|
0.5
|
0.12
|
130
|
| 




