| 详细介绍:
【华菱超硬】加工淬火钢用什么刀具好(车刀,刀片,合金刀头)
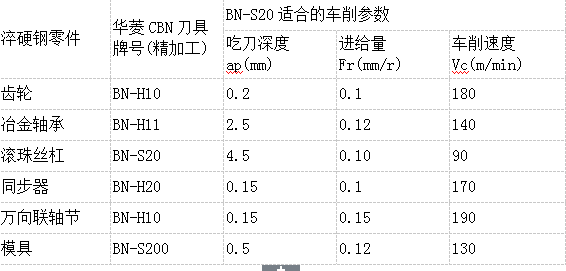
加工淬火钢用什么车刀?很多人都比较困扰这个问题,淬火钢淬火后变形量大,需要车削修正淬硬钢,淬火后硬度HRC62,合金刀头不耐磨,易崩刀,车淬火钢加工效率太低,什么刀具(刀片,合金刀头,钨钢刀粒,涂层刀具)可车加工淬火工件,选择刀具加工淬火按先后顺序为:华菱超硬BN-S20(详情参看下面华菱刀具优势),其次为其他的PCBN刀具加工淬火钢,然后是硬质合金到陶瓷刀具(硬度低于好人才5可以尝试硬质合金,低于HRC50的连续切削淬火钢可尝试陶瓷刀具,但不保证完全能用)加工淬火钢。

原因分析:
1.硬质合金刀头加工淬火钢,刀具硬度相比于立方氮化硼刀具硬度低,只能切削HRC45以下的材料,而加工HRC45的淬火钢,会出现车不动,刀片不耐磨,崩刀等现象,可以说,加工淬火钢根据就不能使用
2.小批量生产加工淬火钢,单次走刀时间短,且连续切削加工淬火钢,精加工这些因素全部都有的情况下,建议选择陶瓷刀具加工淬火钢
3.大批量,加工淬火钢走刀时间长,粗加工,精加工,断续切削加工淬火钢,有其中之一的建议选择华菱超硬合金刀头来加工淬火钢(只要是淬火钢车削加工,都可以选择华菱超硬,但是需要选择正确牌号)

为什么建议选择BN-S20?
【1】采用非金属粘合剂,弥补了传统立方氮化硼刀具脆性大的不足,抗冲击性极强,可以强断续切削加工淬火钢,不崩刀,如果是大型的淬火钢件,淬火后变形严重,其它车刀车削加工淬火钢容易崩刀
【2】加工淬火钢红硬性好,在1380摄氏度左右,硬度无明显变化,淬火钢导热系数低,加工淬火钢温度高
【3】整体式刀片,加工淬火钢,整个刀具全部由立方氮化硼材料制成,所以热传导率高,针对淬火钢车削屑较短,与刀尖接触时间短,加工淬火钢时带走热量有限,热传导率高的刀片能够减轻磨损,所用加工淬火钢时遇到变形严重的淬火件,单边余量不均匀,整体式刀片加工淬火钢的优势就比较明显了
【4】耐磨性好,是普通硬质合金刀具耐磨性的30-50倍
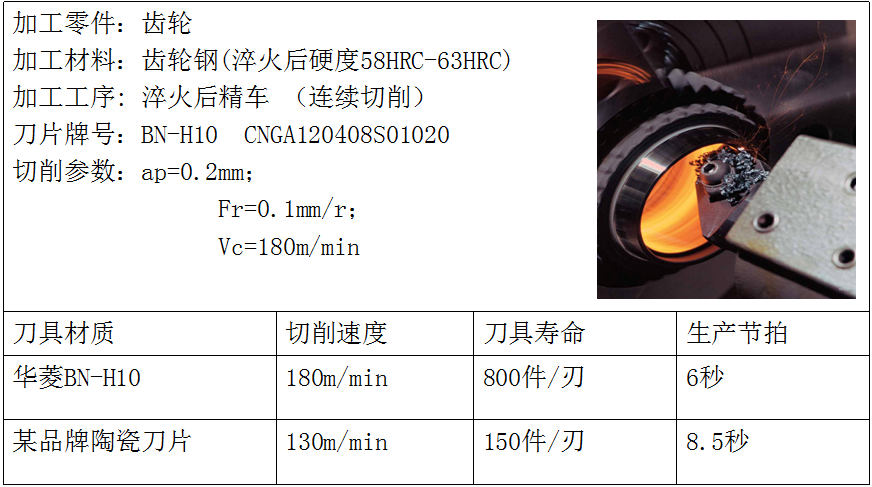
【5】寿命高,是硬质合金涂层刀具寿命的5-15倍,加工淬火钢是陶瓷刀具寿命的3-7倍(下面案例中可以比较出来)
【6】硬度高,不低于HRC95,可车削HRC45-HRC79硬度以内的高硬度材料,车削加工淬火钢,淬火件绰绰有余,但是硬质合金刀头和陶瓷刀具不能切削较高的硬度(硬度最高的一般为HRC62,其他常见硬度仅为HRC45,HRC50,HRC55,HRC58不等

注意事项:
1.BN-S20最大的特色是可以大余量粗车加工淬火钢,这是合金刀头,涂层刀具和陶瓷刀具加工淬火钢无法比拟的
2.BN-S20高速精车加工淬火钢表面光洁度可达Ra0.8
3.如果高速精车加工淬火钢,建议选择华菱焊接复合式刀片,价格稍微便宜,使用BN-S20有点浪费。BN-H10可高速连续精加工淬火钢,BN-H20可中强度断续精车加工淬火钢

注意事项:
1.BN-S20最大的特色是可以大余量粗车加工淬火钢,这是合金刀头,涂层刀具和陶瓷刀具无法比拟的
2.BN-S20高速精车加工高锰钢表面光洁度可达Ra0.8
3.如果高速精车加工淬火钢,建议选择华菱焊接复合式刀片,价格稍微便宜,使用BN-S20有点浪费。BN-H10可高速连续精加工淬火钢,BN-H20可中强度断续精车加工淬火钢

加工案例见下图:

案例二:
延伸阅读:
选择华菱,选择成功
如果您需要咨询更多,或者有难加工的材料需要刀具解决方案的,赶紧拿起你的电话来咨询吧,您将获得最佳刀具使用方案
期待并欢迎来电咨询!
| 




