| 详细介绍:
硬态车削淬火钢用什么牌号合金车刀刀具刀片(图)
【刀具品牌】华菱超硬
【刀具牌号】BN-S20,BN-H10,BN-H20
【刀具材质】立方氮化硼PCBN
【刀片类型】机夹式刀片
【加工范围】淬火钢,淬火料,淬硬钢,蘸火钢,淬火件
【加工硬度】HRC45-HRC79,常见HRC50,HRC52,HRC58,HRC60,HRC62,HRC55
【加工类型】车削,粗加工,精加工,车加工,以车代磨,硬态车削,热后硬车,硬车加工
【典型零部件】齿轮,轴承,齿轮轴,机床主轴,心轴,油缸活塞杆,传动轴,汽车半轴
【可代替刀具】陶瓷刀具,硬质合金刀具,涂层刀具,硬质合金刀头,钨钢刀粒
【刀具优势】耐磨,硬度高,加工精度高,光洁度好,寿命长,不崩刀
【可加工材料范围】淬火钢,渗碳钢,氮化钢,模具钢,轴承钢

硬态车削淬火钢,是代替传统磨削淬火钢的新型环保高效的车削淬火钢方法,由于淬火钢的硬度高,淬火后在HRC50-HRC62之间,选择陶瓷刀具和硬质合金刀具去硬态车削淬火钢,有点力不从心,因为硬质合金刀头只适合切削HRC45以下工件,如果您对淬火件淬火后硬度低于HRC45,可以用合金刀头一试,陶瓷刀具更不用说,一般加工HRC45-HRC50淬火钢,遇到断续很容易崩刀,浪费换刀时间。

华菱能够提供哪些刀具硬态车削淬火钢呢?
1.BN-S20最大的特色是可以大余量粗车加工淬火钢,这是合金刀头,涂层刀具和陶瓷刀具无法比拟的
2.BN-S20高速精车加工高锰钢表面光洁度可达Ra0.8
3.如果高速精车加工淬火钢,建议选择华菱焊接复合式刀片,价格稍微便宜,使用BN-S20有点浪费。BN-H10可高速连续精加工淬火钢,BN-H20可中强度断续精车加工淬火钢
4.这三种刀具加工硬度都在HRC45-HRC79之间,如果工件硬度低于HRC45,不建议使用此刀具,建议使用硬质合金刀具,因为华菱超硬刀具都是针对高硬度淬火件研发的,车削硬度低了会粘刀
案例如下图:
案例一:

案例二

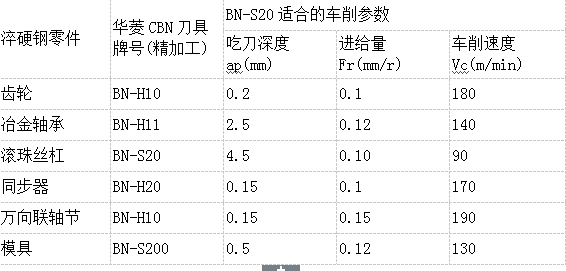
切削参数推荐:
您有淬火钢难加工问题,不要问百度了,可以直接给我们打电话咨询哦,方便快捷专业。
欢迎来电咨询
| 




