| 详细介绍:
【耐磨高效】车加工淬火钢的刀具材料及加工工艺(图)
数控车床车加工淬硬钢很难,因为淬火后硬度较高,组织为马氏体,非常难以加工,车加工淬火钢的刀具材料及加工工艺,详情如下:
刀具选择分析:
【1】如果车加工淬火钢硬度在 HRC40-42,可以选择普通合金刀头,但是由于淬火钢内部晶粒组织的均匀性,车加工的淬火钢表面的平整性和各种其他加工因素,如果选择合金刀具车削淬火钢可能仍然不行,还是得考虑其他刀具选择,比如立方氮化硼刀具是最好的(CBN)【2】大部分车加工淬火钢蘸火后硬度都在HRC50以上,常见的车加工淬火钢硬度为HRC45,HRC48,HRC50,HRC55,HRC58,HRC62等,这时候选择普通硬质合金刀头车加工淬火钢就不适合,根本就车不动,选择硬度较高的刀具车加工淬火钢比较好
华菱超硬优势:
【1】硬度较高,可以车加工淬火钢硬度范围在HRC45-HRC79之间,(当车加工淬火钢的硬度达到HRC50~60时,其强度可达σb=2100~2600MP)
【耐磨高效】车加工淬火钢的刀具材料及加工工艺(图)
【2】抗冲击性强,可强断续车加工大齿轮外圆(采用非金属粘合剂,解决了传统立方氮化硼刀具脆性大的不足
主偏角和副偏角副偏角k’r=6°~15°λs=-10°~-20
【3】耐磨性好,是硬质合金的30-50倍
【4】红硬性高,车加工淬火钢温度就算达到1400摄氏度,该刀具硬度基本不变
【5】热传导率高,车加工淬火钢时,由于切削屑较短,和刀片接触时间短,切削力和切削热集中在刀具刃口附近,易使刀刃崩碎和磨损所以对刀具热传导率要求很高,但硬质合金,陶瓷,涂层刀具散热性都没有该刀具好
【6】效率高,可大余量粗车淬火钢,本刀具采用整体式立方氮化硼刀片,通体全部是立方氮化硼材质,所以可以大余量粗车淬硬钢
切削参数;

加工案例:
案例一,回转支撑轴承淬火后精车滚道

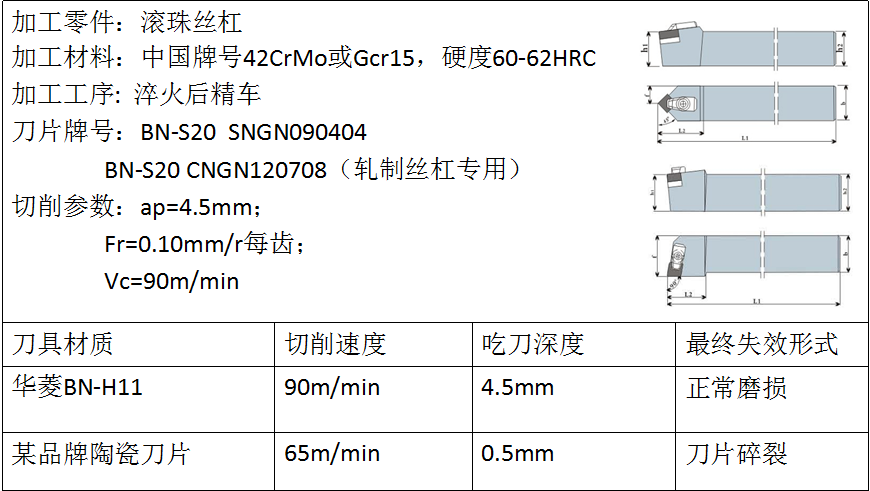
案例二,车加工淬火钢滚珠丝杠案例(如下图)
【耐磨高效】车加工淬火钢的刀具材料及加工工艺(图)
华菱硬车刀具品牌简介:
CBN刀具行业唯一国产化品牌。
硬材料加工行业用户中最知名的刀具品牌
“量体裁衣”式服务。
致力于高硬度切削和高速切削领域完整的刀具产品及方案设计。
专业、高效。
如果您有难加工的材料需要刀具解决方案,欢迎随时来电咨询!
| 




