| 详细介绍:
【效率高】车加工硬度HRC50-HRC63淬火钢耐磨车刀片(图)
车加工淬火钢在机械行业已经非常熟悉了,特别是以车代磨,硬态车削,热处理后直接车削淬火钢技术,在淬火件,淬火料,蘸火钢等近义词的车加工中,广泛应用,代替了传统的磨削加工淬火钢,效率明显提高,而且光洁度好,减少车削加工淬火钢时间,一般用在数控车床,普通车床,立式车床,也可以用在镗床和铣床上,作为普通车刀,数控车刀,机夹式刀片使用,代替传统的硬质合金刀头,涂层刀具和涂层刀具,效果非常明显,有案例为证。
您有淬火钢难加工问题,使用硬质合金刀头不理想,那是有一定原因的,因为无论加工什么零件,包括淬火钢,需要有针对性的选择合适的刀具,其中刀具特性的最重要的因素之一,请看一下分析,硬质合金刀具和涂层刀具,陶瓷刀具的利弊分析,和立方氮化硼刀具PCBN的优势何在?

加工光洁度图片
首先,硬质合金刀具的本身硬度不是很高(相比于超硬刀具),一般加工硬度在HRC45以下零部件,针对淬火钢常见淬火硬度为HRC50-HRC65,所以硬质合金刀具很可能出现车不动想象
其次,陶瓷刀具脆性大,遇到热处理后变形严重的大小型工具,或者短信车削淬火钢,很容易崩刀
最后就是立方氮化硼刀具,情况以下分析:
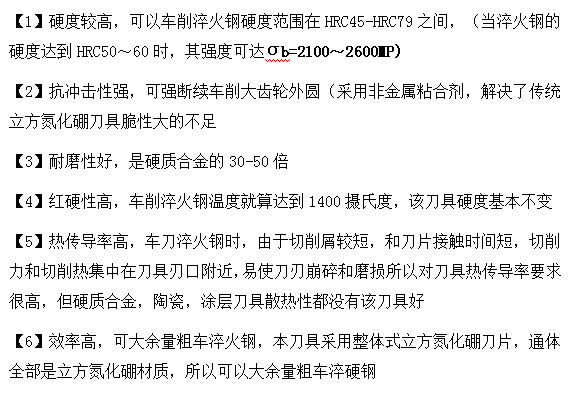
立方氮化硼刀片【1】硬度高,硬度仅次于金刚石,和金刚石并称为超硬材料【2】红硬性高【3】耐磨性好
但是立方氮化硼刀具的不足也是脆性大,易崩刀,所以华菱超硬针对这些不足,和淬火钢难加工特点,研发了一款非金属粘合剂刀具,优势如下:
华菱超硬BN-S20优势:

华菱针对车削淬火钢的不同情况,还有其他刀具,具体使用分析为:

加工案例:
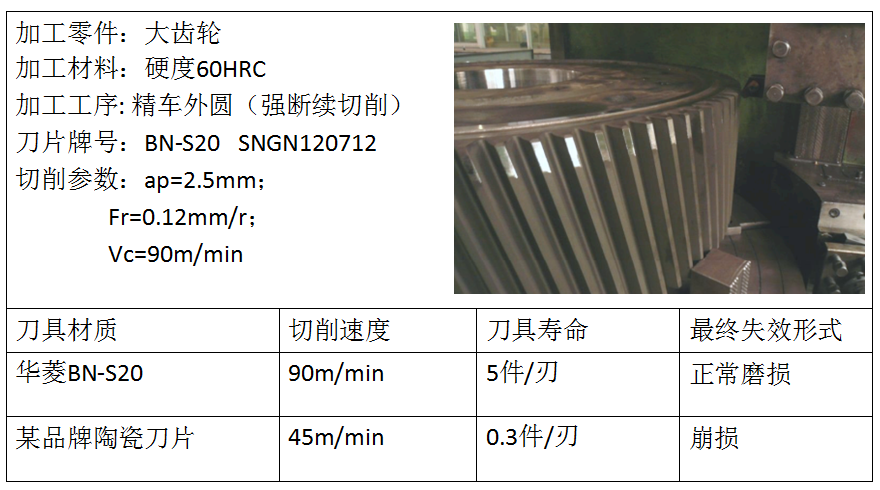
案例一,车加工淬火钢强断续切削大齿轮外圆案例
案例二、车加工淬火钢同步器齿套案例

其他案例,如车加工淬火钢,机床主轴,齿轮轴,变速箱齿轮,模具,风电轴承,滚珠丝杠等,由于篇幅有限,恕不上传。
有难加工材料需要刀具解决方案,请您来电咨询(我们可以为您量身定做刀具使用方案)
联系方式见下方
| 




