| 详细介绍:
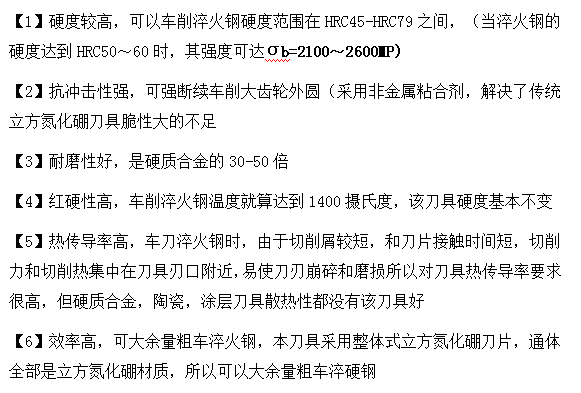
【耐磨高效】淬火钢_淬火钢车削_淬硬钢加工用什么刀片好(查看)
【刀片材质】立方氮化硼(PCBN),耐磨车刀,机夹式刀片
【加工材质】淬火钢(淬硬钢,蘸火钢,淬火件,淬火钢件,淬火料)
【使用机床】普通车床,立式车床,数控车床,车削加工中心CNC,镗床,铣床
【刀片名称】刀具(CBN刀具,车刀,刀头,刀块),数控刀片,可代替合金刀头,涂层刀具,陶瓷刀
【典型零部件】变速箱齿轮,齿轮轴,风电轴承,滚珠丝杠,渗碳淬火钢,氮化钢
【常见材料牌号】12Cr,GCr15,ZG55,ZG15,Cr12MoV,H13,20CrMnTi
【加工硬度】HRC50,HRC55,HRC52,HRC58,HRC60,HRC62
【加工方式】热后硬车淬火钢,以车代磨,硬态车削,车加工淬火钢,车削淬火钢车淬火钢
详细情况请看下文分析:

首先,华菱超硬优势分析:
其次,华菱超硬刀具如何选择牌号分析:
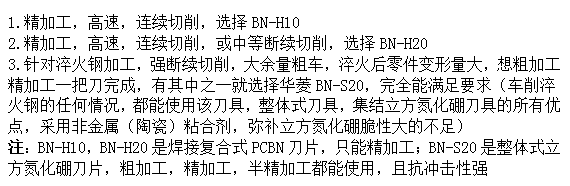

中断续切削淬火钢齿轮,BN-H20加工效果

连续切削淬火钢,BN-H10加工效果对比
常加工零件名称及车削淬火钢参数推荐:

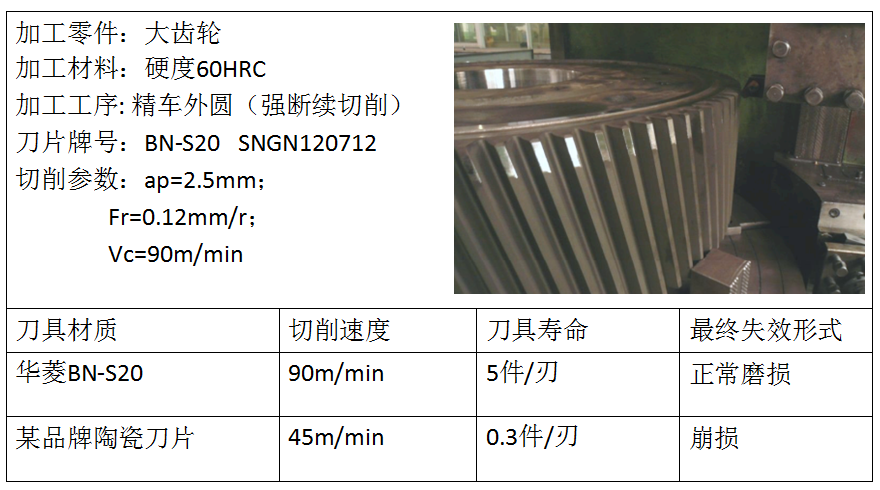
加工案例:大齿轮淬火后精车外圆(强断续切削)与陶瓷刀具对比:
延伸阅读:
如果您有难加工的高硬度材料还没有找到合适的刀具使用方案,那么就交给华菱超硬吧,我们这里有专业的刀具应用工程师,您只需要提供加工材质,加工硬度,加工部位和车削余量,其他的不用管了
欢迎来电咨询哦
| 




