| 详细介绍:
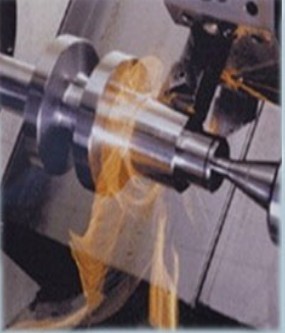
【图】车淬火钢件用什么刀头丨H13丨HRC45-55丨耐磨好
H13属于热作模具钢,淬透性高,淬火后硬度很高,高的能够达到HRC55,使用硬质合金刀具YT726可以加工小工件,短时间切削,一旦需要大批量生产该淬火件,或者淬火钢尺寸较大,需要使用立方氮化硼刀具是最佳选择,而且目前国内加工淬火钢使用PCBN刀具的比例已经很高,这就说明车削淬火钢,使用立方氮化硼刀具是目前为止比较理想的刀具了,但是立方氮化硼刀具也分很多种,传统的立方氮化硼脆性很大,遇到断续切削容易崩刀,基本不能使用,华菱超硬针对淬火钢加工淬硬钢特征,研发了非金属粘合剂立方氮化硼,极大提高刀片的抗冲击性,效果显著。
车淬火件用
【图】车淬火钢件用什么刀头丨H13丨HRC45-55丨耐磨好
【常用材质】45钢淬火,H13,CR12,CR12MOV,GCR15,ZG55等,
【常见的硬度】HRC45,HRC48,HRC50,HRC55,HRC58,HRC62等,
【常用的加工机床】数控车床,立式车床,普通车床,车削加工中心,铣床,镗床等
【常见零件】齿轮,齿轮轴,齿套,滚珠丝杠,轴承,冷轧辊,滚丝轮翻修,钢厂用辊轮。(其他热处理后高硬度工件:渗碳钢,氮化钢,热后硬车削,以车代磨,淬火钢,淬火料,渗碳淬火件)。
加工H13的淬火材料,硬度在55°左右,请问用什么材质的刀具加工,零件是镗孔的,孔比较小只有直径8左右。
【推荐刀具牌号】BN-S20(机架式刀片)
1.硬度较高,可以车削淬火钢硬度范围在HRC45-HRC79之间淬火钢,(当淬火钢的硬度达到HRC50~60时,其强度可达σb=2100~2600MP,这个强度对车刀要求非常高)
2.抗冲击性强,可强断续车削大齿轮外圆(采用非金属粘合剂,解决了传统立方氮化硼刀具脆性大的不足,强断续切削刀具很少,BN-S20是其中一个)
3.耐磨性好,是硬质合金的30-50倍
4.红硬性高,高大1400摄氏度,高温切削淬火钢该刀具硬度基本不变
5.热传导率高,车刀淬火钢时,由于切削屑较短,和刀片接触时间短,切削力和切削热集中在刀具刃口附近,易使刀刃崩碎和磨损所以对刀具热传导率要求很高,但硬质合金,陶瓷,涂层刀具散热性都没有该刀具好
6.效率高,可大余量粗车淬火钢,本刀具采用整体式立方氮化硼刀片,通体全部是立方氮化硼材质,所以可以大余量粗车淬硬钢

【BN-S20常用型号】SNMN1207,SNMN1204,CNMN1204,CNMN1207,RNMN1204
BN-H20:CNGA1204,DNGA1506,WNGA0804,VNGA1604,TNGA1604
BN-H10;CNGA1204,DNGA1506,WNGA0804,VNGA1604,TNGA1604
注意事项:
为了避免崩刃和打刀,前角应选零度和负值,一般γ0=-10°~0°。工件材料硬度高、断续切削时,应选较大的负前角,γ0=-10°~-30°
选择哪款刀具牌号,要针对具体的加工工艺,可以节省刀具使用费用,比如:
1.华菱BN-S20最大最大的优势是可以强断续切削淬火钢,可以大余量粗车淬火钢,整体都是立方氮化硼,不含合金元素,导热性好,采用非金属粘合剂,抗冲击性强
2.对于精车加工淬火钢,连续切削的可选择华菱BN-H10,中强度断续切削选择BN-H20,这两种刀具精度可达Ra0.4,但都是焊接复合式刀片,相对于BN-S20价格便宜些
3.如果想粗加工淬火钢,精加工淬火钢,一把刀完成,节省换刀时间,也只能选择BN-S20,精加工精度达到Ra0.8
车淬火件用什么刀头丨H13丨HRC45-55丨耐磨好
切削参数:
|
淬硬钢零件
|
华菱CBN刀具牌号(精加工)
|
适合的车削参数
|
|
吃刀深度ap(mm)
|
进给量Fr(mm/r)
|
车削速度Vc(m/min)
|
|
齿轮
|
BN-H10
|
0.2
|
0.1
|
180
|
|
冶金轴承
|
BN-H11
|
2.5
|
0.12
|
140
|
|
滚珠丝杠
|
BN-S20
|
4.5
|
0.10
|
90
|
|
同步器
|
BN-H20
|
0.15
|
0.1
|
170
|
|
万向联轴节
|
BN-H10
|
0.15
|
0.15
|
190
|
|
模具
|
BN-S200
|
0.5
|
0.12
|
130
|

不选最贵的,只选最合适的,不求更好,只求最好
您不知道选择什么刀具不要紧,放心交给华菱,可以帮您选择最佳刀具使用方案,您只需要拿起电话,拨打我们的电话,提供加工材料材质,硬度,加工部位,车削余量,即可摆脱加工难题困扰哦
选择华菱,选择成功
您有难加工的高硬度材料,选择华菱,也许就不用再那么费劲了
欢迎来电咨询
| 




