【1】采用非金属粘合剂,车淬火钢,弥补了传统立方氮化硼刀具脆性大的不足,抗冲击性极强,可以强断续切削淬火钢,不崩刀,如果是大型的淬火钢件,淬火后变形严重,其它车刀车削容易崩刀,选择这款车刀是最佳选择
【2】红硬性好,在1380摄氏度左右,硬度无明显变化,淬火钢导热系数低,加工温度高,温度高对刀具的磨损加剧,所以选择红硬性好的刀片是最好的选择之一。
【3】整体式刀片,整个刀具全部由立方氮化硼材料制成,所以热传导率高,针对淬火钢车削屑较短,与刀尖接触时间短,带走热量有限,热传导率高的刀片能够减轻磨损,遇到变形严重的淬火件,单边余量不均匀,整体式刀片的优势就比较明显了,此时也只有选择整体式刀片才最理想
【4】耐磨性好,是普通硬质合金刀具耐磨性的30-50倍,车淬火钢,硬度高,温度高,刀具不耐磨,根本行不通,耐磨性好的刀片才能胜任车淬火钢的任务。
【5】寿命高,是硬质合金涂层刀具寿命的5-15倍,是陶瓷刀具寿命的3-7倍(下面案例中可以比较出来)
【6】硬度高,不低于HRC95,可车削HRC45-HRC79硬度以内的高硬度材料,车削淬火件绰绰有余,但是硬质合金刀头和陶瓷刀具不能切削较高的硬度(硬度最高的一般为HRC62,其他常见硬度仅为HRC45,HRC50,HRC55,HRC58不等)
常用型号:SNMN120712 SNMN120408/12 CNMN120408 CNMN120708/12 等,有所以国标型号
注意事项:
【1】由于华菱超硬BN-S20是整体式刀片,粗加工,精加工,半精加工淬火钢都可以,粗加工余量大,可大余量粗车淬火钢,效率极高,车削余量可达7mm以上,精加工可高速车削,精度达到Ra0.8,所以BN-S20机夹式刀片可以粗加工精加工一把刀完成。
【2】精加工淬火钢,连续切削,可以选择BN-H10焊接复合式立方氮化硼刀片,精度Ra0.4,可高速连续切削,可节省刀具使用开支

BN-H10连续切削淬火钢齿轮端面加工效果对比
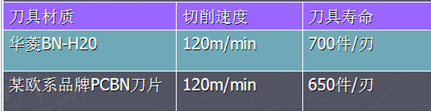
BN-H20中强度断续切削使用效果对比
【3】精加工淬火钢,中等强度断续切削,建议选用华菱焊接复合式立方阿氮化硼刀片BN-H20,精度Ra0.4
【4】车削淬火钢,选择一款合适的刀具非常重要,不仅能够节省资金,还能提高加工效率,华菱超硬刀具应用工程师可以帮你选择
加工案例:
加工零件:万向联轴节

加工材料:硬度60HRC
加工工序: 精车球笼面(连续切削),干式加工,
刀片牌号:BN-H10 TNGA160408 HNC10
切削参数:ap=0.15mm; Fr=0.15mm/r;Vc=190m/min
效果对比:
刀具材质 切削速度 刀具寿命 刀具成本
华菱BN-H10 190m/min 355件/刃 0.06元/件
某欧系品牌PCBN刀片 170m/min 370件/刃 0.10元/件
还有许多其他加工案例,有齿轮,齿轮轴,风电轴承,滚珠丝杠等,由于篇幅有限,不再一一节绍,想要了解,请来的垂询,您将获得最佳刀具使用方案。(注意:来电请提供,加工材料,加工硬度,精度要求,单边余量,车削部位(外圆,端面,内孔等,我们将根据这些帮你选择合适的刀具牌号)
欢迎来电垂询,您将得到最佳刀具使用方案,尽早摆脱加工难题
最后,感谢您能够看完本篇文章,如果有其他疑问,欢迎打电话哦







