| 详细介绍:
粗车削淬火钢3Cr13丨HRC48-52用什么刀具好【图】
我们加工淬火钢时常见一些问题,比如材料是直径35的圆棒,由于热处理表形大,所以需要淬火后硬车削,即以车代磨,热后硬车加工淬火钢。遇到这些问题,很多厂家不知道选择什么刀具比较合适,就知道一般选择刀具都是硬质合金刀具和陶瓷刀具,其实还有一种刀具是最适合的,那就是立方氮化硼刀具。

【刀片材质】立方氮化硼/PCBN
【刀片牌号】BN-S20
【刀具形式】机夹式刀片
【加工材质】45钢淬火,H13,CR12,CR12MOV,GCR15,ZG55
【适用机床】普通车床,数控车床,车削加工中心,立式车床,镗床,铣床
【刀片优势】1.硬度高2.耐磨性好3.红硬性高4.热传导率高5.可高速车削效率高6.抗冲击性强(这些优势全部针对淬火钢)

【淬火钢加工难点】1.硬度高2.切削屑与刀尖接触时间短,刀尖温度高3.硬质合金刀尖针对淬火钢不耐磨 4.加工强度高,可达到σb=2100~2600MPa,5.刀刃易崩碎,磨碎6.导热系数低
【刀具使用分析】
-
BN-S20是整体式刀片,通体刀片全部是立方氮化硼,热传导率高,可以大余量车削
-
BN-S20采用非金属粘合剂,极大提高了刀片的抗冲击性,能够高强度断续车削,如大齿轮的外圆
-
耐磨性好,红硬性高,由于淬火钢的脆性大,切削时切屑与刀刃接触短,切削力和切削热集中在刀具刃口附近,易使刀刃崩碎和磨损
-
可大余量粗车,切削余量单次可达7mm
-
强度高,要从高硬度和高强度的工件上切下切屑,其单位切削力可达4500MPa
【加工案例】:
加工零件:大齿轮

加工材料:硬度60HRC
加工工序: 精车外圆(强断续切削)
刀片牌号:BN-S20 SNGN120712

切削参数:ap=2.5mm; Fr=0.12mm/r Vc=90m/min
粗车削淬火钢3Cr13丨HRC48-52用什么刀具好【图】
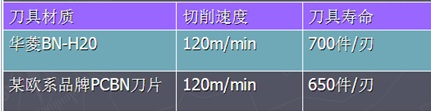
使用效果对比:
刀具材质切削速度 刀具寿命最终失效形式
华菱BN-S2090m/min 5件/刃正常磨损
某品牌陶瓷刀片45m/min 0.3件/刃崩损
重点推荐》》》:
还有其他车削淬火钢加工案例,要想查看,请百度搜索“车削淬火钢CBN刀具大全_华菱超硬可车削淬硬钢”
延伸阅读:
BN-S20是整体式立方氮化硼聚晶刀片,可大余量车削淬火钢,也可精加工和半精加工淬火钢,精加工表面光洁度可达到Ra0.8,是华菱多为专家,通过和全国32家淬火钢加工厂家咨询意见,了解情况,特意为淬火钢研发,并且获得各厂家的一致好评,如果您加工HRC45-79硬度的高硬度钢件,请您尝试本刀具,或许您不必再为难加工难题而头疼了。
欢迎来电垂询,您将获得最佳刀具使用方案,事半功倍,何乐而不为?
| 




