| 详细介绍:
车削真空炉淬火钢Cr12MoV T10 HRC62淬硬钢刀头
真空炉淬火是高端淬火的一种,可以提高淬火钢组织特性,表面硬度,Cr12MoV T10真空炉淬火后硬度范围大概在HRC58到HRC62之间,硬度非常高,硬质合金刀具和陶瓷刀具不用试,绝对不行,硬度都达不到,浪费刀具,加工什么硬度的材料,只是需要的刀具硬度应该比该加工件高HRC20,目前为止适合的刀具仅有立方氮化硼和金刚石刀具,金刚石刀具成本高,而立方氮化硼刀具是最佳之选。HRC45,HRC48,HRC50,HRC55,HRC58,HRC62几种硬度都已经在立方氮化硼刀具上广泛使用,常用的一些淬火钢材质为45钢淬火,H13,CR12,CR12MOV,GCR15,ZG55这几种,华菱超硬立方氮化硼刀片针对淬火钢有BN-S20,BN-H10,BN-H20,这几种,可使用数控车床,立式车床,普通车床,车削加工中心,铣床,镗床等价格淬火钢。精车以车代磨,硬态车削零部件有齿轮,齿轮轴,齿套,滚珠丝杠,轴承,冷轧辊,滚丝轮翻修,钢厂用辊轮。(其他热处理后高硬度工件:渗碳钢,氮化钢,热后硬车削,以车代磨,淬火钢,淬火料,渗碳淬火件)。

【刀片材质】立方氮化硼/PCBN
【刀片牌号】BN-S20,BN-H10,BN-H20
【刀片优势】1.硬度高2.耐磨性好3.红硬性高4.热传导率高5.可高速车削效率高6.抗冲击性强(这些优势 全部针对淬火钢)
【淬火钢加工难点】1.硬度高2.切削屑与刀尖接触时间短,刀尖温度高3.硬质合金刀尖针对淬火钢不耐磨 4.加工强度高,可达到σb=2100~2600MPa,5.刀刃易崩碎,磨碎6.导热系数低

【刀具使用分析】
1.华菱BN-S20最大最大的优势是可以强断续切削淬火钢,可以大余量粗车淬火钢,整体都是立方氮化硼,不含合金元素,导热性好,采用非金属粘合剂,抗冲击性强
2.对于精车加工淬火钢,连续切削的可选择华菱BN-H10,中强度断续切削选择BN-H20,这两种刀具精度可达Ra0.4,但都是焊接复合式刀片,相对于BN-S20价格便宜些
3.如果想粗加工淬火钢,精加工淬火钢,一把刀完成,节省换刀时间,也只能选择BN-S20,精加工精度达到Ra0.8
【加工案例】:
加工零件:大齿轮
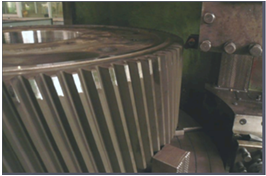
加工材料:硬度60HRC
加工工序: 精车外圆(强断续切削)
刀片牌号:BN-S20 SNGN120712
切削参数:ap=2.5mm; Fr=0.12mm/r Vc=90m/min
使用效果对比:
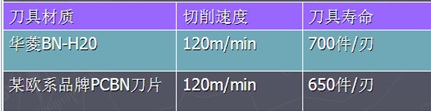
刀具材质切削速度 刀具寿命最终失效形式
华菱BN-S2090m/min 5件/刃正常磨损
某品牌陶瓷刀片45m/min 0.3件/刃崩损
重点推荐》》》:
还有其他车削淬火钢加工案例,要想查看,请百度搜索“车削淬火钢CBN刀具大全_华菱超硬可车削淬硬钢”
延伸阅读:
华菱提供如下难加工材料和高效率加工方面的刀具产品及解决方案:
1,高硬度铸铁/铸钢的加工,如:高铬铸铁、白口铸铁、镍硬铸铁等高硬度合金铸铁,
高锰钢等耐热耐磨钢的粗加工和精加工【可拉荒粗车有夹砂、气孔的铸件毛坯】
2,热处理后的高硬度工件加工,如:淬硬轴承钢、渗碳钢、氮化钢、工具钢、模具钢热后硬切削,
可断续切削【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】
3,其他难切削材料类:高温合金、粉末冶金,难熔合金及碳化钨,镍基,钴基合金的加工以及热喷涂喷
焊件的硬面加工【可订做非标,来图来样加工】
4,普通灰口铸铁、珠光体球墨铸铁的高速切削【刀具寿命是合金刀具寿命的10-20倍】
如果您有以上难加工的高硬度材料,不知道选择什么刀具材质或者刀具牌号,都可以向我们咨询,我们这有专业的刀具应用工程师,专门为各种用户提供复杂难加工高硬度材料提供刀具解决方案。
欢迎来电咨询哦
| 




