粗车高锰钢刀具BN-S20牌号【耐磨不崩刀】
高锰钢材质常见ZGMn13,Mn18,是耐磨钢的一种,常用语耐磨件的制造,如破碎机轧臼壁,磨头,锤头等,铸造成型时,高锰钢铸件有夹砂,气孔,硬点等缺陷,使用硬质合金刀头,陶瓷刀具,涂层刀具都不是很理想,选择立方氮化硼是一个不错的选择,而华菱超硬BN-S20可以粗车高锰钢,效果显著。
BN-S20刀具牌号选用的是非金属粘合剂整体式CBN刀片(整个刀片全部是立方氮化硼材质,导热性好,硬度高,所以可大余量粗车加工高锰钢),在大余量拉荒粗车高锰钢零件或高锰钢铸件时表现出很强的抗冲击韧性(本型号与普通立方氮化硼刀具最大差异,也是优势之一),可以大余量切削高锰钢,遇到夹砂、冒口、表面不规整等铸造缺陷时,刀具不会崩刀,(粗车高锰钢铸件夹砂,钢包砂,砂眼,气孔,及冒口切除不平整部位的加工不崩刀。

BN-S20优势:
1.耐磨性高,是普通硬质合金刀具耐磨性的30-50倍(高锰钢是耐磨件的原材料之一,对刀具耐磨性要求很高)
2.寿命长,是硬质合金涂层刀具寿命的5-15倍,是陶瓷刀具寿命的3-7倍。(车削大尺寸高锰钢,单次走刀时间长,其它刀具很难胜任)
3.可大余量粗车高锰钢,BN-S20是整体式立方氮化硼刀片,最高车削余量可达10mm(高锰钢铸造成型以后,可直接垃荒粗车,效率极高,陶瓷刀具和硬质合金刀具需要打磨平整,且余量小,效率低)
4.采用非金属粘合剂,抗冲击性强,可断续切削,陶瓷刀具只能精加工,小余量,遇见断续切削很容易崩刀(高锰钢加工硬化严重,且有砂眼,硬点,气孔需要断续加工)

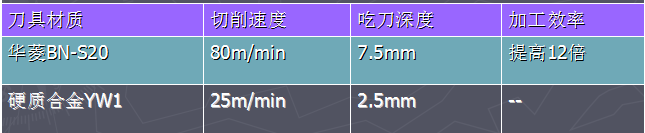
华菱BN-S20与硬质合金刀具车削加工高锰钢对比:
BN-S20常用型号有:
SNMN1207,SNMN1204,CNMN1204,CNMN1207,RNMN1204,也有其它所有国标型号,具体参照用户使用要求,也可以由华菱推荐使用刀具型号好牌号。
注意:1.BN-S20是整体式刀片,可以大余量粗车高锰钢,高锰钢铸件,耐磨钢
2.BN-S20是针对高硬度的工件研发的,如果车削加工零件硬度不是很高,如45号 钢,则不能使用
延伸阅读:
如果您有其他难加工的材料,欢迎来电垂询,我们将为您选择最佳的刀具使用方案。
欢迎来电!





