| 详细介绍:
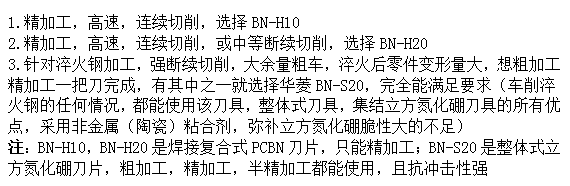
【加工淬火钢案例】车淬火料合金刀头(刀具,刀片)丨耐磨
淬火钢属于难加工的材料,针对刀具使用这一块,需要选择硬度高,耐磨性好,抗冲击性强,红硬性好,热传导率高的加工淬火钢刀片比较合适。因为淬火钢的硬度为洛氏HRC50-HRC63之间,强度σb>2100~2600MPa,切削力>4500MPa,淬火钢难加工等级为9a级,切削力大,切削温度高。华菱超硬针对以上难点,成功研发了多款用于淬火钢件的刀具,一些刀具参数如下
切削参数推荐:

具体切削参数,根据机床刚性,装夹机构,材料材质,硬度,材料的时效等因素不能一概而论,详情咨询华菱超硬刀具应用工程师。
刀具选择分析:
常用刀具型号:
BN-S20 常用型号SNMN1207,SNMN1204,CNMN1204,CNMN1207,RNMN1204
BN-H20常用型号:CNGA1204,DNGA1506,WNGA0804,VNGA1604,TNGA1604
BN-H10常用型号;CNGA1204,DNGA1506,WNGA0804,VNGA1604,TNGA1604
加工案例:
注意:刀具的牌号及切削参数的选择主要根据刀具材料、淬火工件材料的物理力学性能、工件形状、工艺系统刚性和加工余量来选择,请提供一些资料,我们将会为您选择最佳刀具使用方案,来电请提供,加工材料,加工硬度,精度要求,单边余量,车削部位(外圆,端面,内孔等,我们将根据这些帮你选择合适的刀具牌号
一、华菱超硬加工淬火钢齿轮案例(见下图)

二、华菱超硬加工淬火钢齿轮轴案例(见下图)

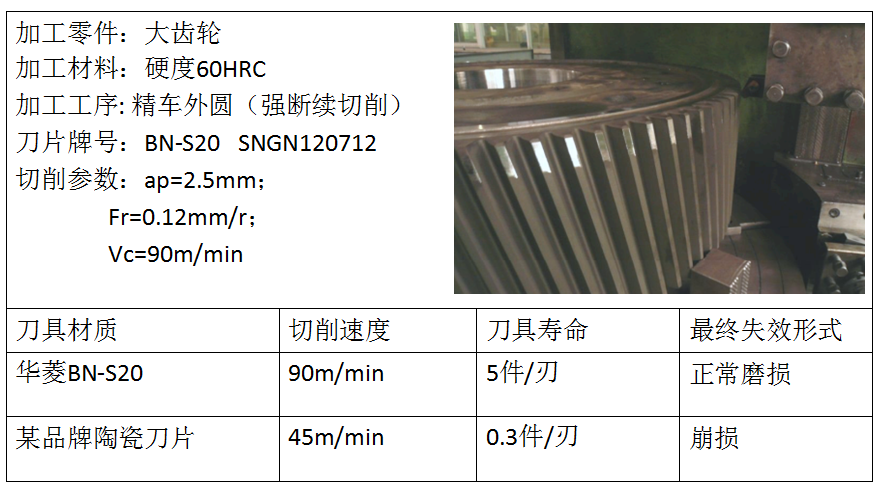
【加工淬火钢案例】车淬火料合金刀头(刀具,刀片)丨耐磨三、华菱超硬加工大齿轮案例(见下图)
、
| 




