| 详细介绍:
【图】加工淬火料刀片_淬火钢刀具_比合金刀头耐磨
淬火钢又叫蘸火钢,加工淬硬钢,淬火料,淬火件,硬度常见HRC50,HRC55,HRC52,HRC58,HRC60,HRC62,可以车削淬火钢,车淬火钢,车加工淬火钢,以车代磨淬火钢,精车淬火钢,有刀片,PCBN,立方氮化硼刀片,刀具,车刀,机夹刀片,合金刀头,陶瓷刀具,涂层刀具等可使用。广泛用于齿轮,齿轮轴,轴承,钢圈,机床主轴,汽车半轴,模具中,加工材质有12Cr,GCr15,ZG55,ZG15,Cr12MoV,H13,20CrMnTi等,常用机床有数控车床,普通车床,立式车床,加工中心CNC。常用方式有以车代磨,热后硬车,硬车削,硬车,硬态车削等
淬火钢加工难点:
1、硬度高、强度高,几乎没有塑性:这是淬火钢的主要切削特点。 当淬火钢的硬度达到HRC50~60时,其强度可达σb=2100~2600MPa,按照被加工材料加工性分级规定,淬火钢的硬度和强度均为9a级,属于最难切削的材料。
2、切削力大、切削温度高:要从高硬度和高强度的工件上切下切屑,其单位切削力可达4500MPa。为了改善切削条件,增大散热面积,刀具选择较小的主偏角和副偏角。这时会引起振动,要求要有较好的工艺系统刚性。
3、不易产生积屑瘤:淬火钢的硬度高、脆性大,切削时不易产生积屑瘤,被加工表面可以获得较低的表面粗糙度。
4、刀刃易崩碎、磨损:由于淬火钢的脆性大,切削时切屑与刀刃接触短,切削力和切削热集中在刀具刃口附近,易使刀刃崩碎和磨损。
5、导热系数低:一般淬火钢的导热系数为7.12W/(m?K),约为45号钢的1/7
华菱超硬BN-S20优势:
1.最大的优势就是采用非金属粘合剂,相比于普通立方氮化硼刀片,抗冲击性强,可以大余量粗车削,强断续切削淬火钢
2.采用整体式刀片,整个刀片,全部由立方氮化硼材质制成,刀具寿命高,热传导率好
3,、耐磨,效率高,红硬性好
4、国内首家采用整体式,非金属粘合剂(陶瓷)的超硬刀具生产厂家,前身是(河南省超硬材料研究所),实力雄厚
华菱超硬多种刀具选择方案:

华菱切削参数推荐:
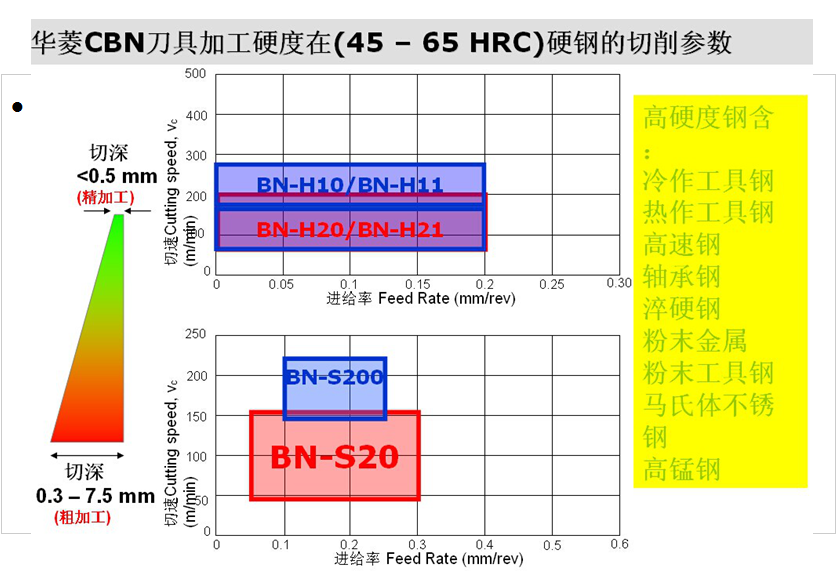
常见零件加工参数:

加工案例:
   
欢迎来电垂询,您将获得最佳刀具使用方案。
| 




