| 详细介绍:
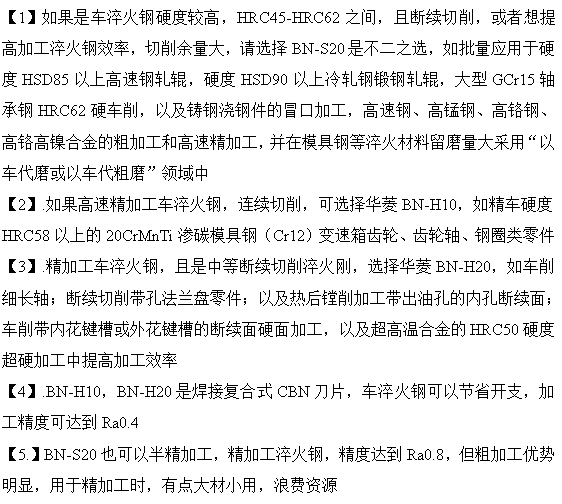
车削 车加工 车 淬火钢 淬硬钢 淬火料 淬火件 淬火钢件 选什么合金 刀头 刀具刀片 陶瓷涂层刀具 数控刀片 数控车床 普通车床 立式车床 机夹式刀片 HRC55-HRC62 H13 zg55 20CR 20CRMNTI 65MN CR12MOV GCR15 断续 外圆 内孔 端面 耐磨 精加工 粗加工 精车 粗车 渗碳淬火 工件 齿轮 轴承 汽车半轴 机床主轴 轴类 风电轴承 滚珠丝杠 CBN
【图】车淬火料刀具_淬火钢刀片,刀头
一、淬火钢难加工难点:
1.硬度高2.切削屑与刀尖接触时间短,刀尖温度高3.硬质合金刀尖针对淬火钢不耐磨 4.加工强度高,可达到σb=2100~2600MPa,5.刀刃易崩碎,磨碎6.导热系数低
二、刀具选择方案
首先立方氮化硼,其次硬质合金,然后陶瓷刀具,最后是其他普通车刀
三、华菱超硬刀具优势
立方氮化硼之所以有限选择车淬火料,因为硬度高,耐磨性好,红硬性好,但是立方氮化硼的脆性大是不争的事实,华菱超硬针对这些不足,研发了抗冲击性强的立方氮化硼刀片BN-S20牌号,其采用非金属粘合剂(陶瓷),极大的提高了刀具韧性。
四、华菱超硬BN-S20优势:
1.最大的优势就是采用非金属粘合剂,相比于普通立方氮化硼刀片,抗冲击性强,可以大余量粗车削,强断续切削淬火钢
2.采用整体式刀片,整个刀片,全部由立方氮化硼材质制成,刀具寿命高,热传导率好
3,、耐磨,效率高,红硬性好
4、国内首家采用整体式,非金属粘合剂(陶瓷)的超硬刀具生产厂家,前身是(河南省超硬材料研究所),实力雄厚

五、华菱超硬刀具选择方案
六、理论切削参数表

七、加工案例



欢迎来电垂询
| 




