| 详细介绍:
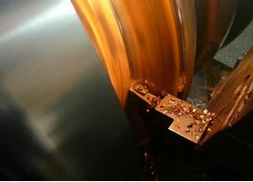
车高铬合金轧辊刀片
BN-K1牌号适合加工铸铁轧辊,比如加工冷硬铸铁轧辊、高镍铬轧辊,高铬铁轧辊,含硼高速钢铸造轧辊,半钢轧辊等,是一种抗冲击性非常强的CBN刀片牌号。

加工铸铁轧辊时,因铸铁轧辊硬度较高,并且铸铁轧辊毛坯一般伴随着气孔,沙眼,包砂等铸造缺陷,对刀具的抗冲击性、耐高温、耐磨损 性能要求很高。加工此类铸铁轧辊常用华菱超硬立方氮化硼刀具BN-K1牌号。此牌号保持了CBN刀具硬度及耐磨性能优异之外,抗冲击韧性较好,不宜崩损,可对轧辊拉荒粗车,是目前最抗冲击的高硬度超硬刀具牌号。此牌号能承受较大的切削深度,金属切除率高。
车削加工捏个合金铸铁轧辊的硬度为肖氏硬度HSD80,选择华菱超硬BN-K1,客户使用的切削参数为ap=4mm;Fr=1mm/r;Vc=55m/min,干式切削,其切削速度和吃刀量和某国外进口的陶瓷车刀一样,但是进给量是陶瓷车刀的2倍,华菱超硬BN-K1抗冲击性强的车刀车削加工这类轧辊的寿命单刃要比陶瓷车刀大6倍。
轧辊材质 轧辊工作层硬度 建议切削参数
合金铸铁 HSD60-HSD80 BN-K1 V=40-60m/min ap=2-10mm f=0.5-1.5mm/r
V=60-90m/min ap=1mm f=0.5-1mm/r
铸造半钢 V=30-60m/min ap=1-10mm f=0.5-1.5mm/r
V=50-80m/min ap=1mm f=0.5-1mm/r
高碳半钢 V=35-50m/min ap=3mm f=0.5-1.5mm/r
冷硬铸铁 V=25-50m/min ap=1-10mm f=0.5-1.5mm/r
延伸阅读:
轧辊一般分为铸铁轧辊,铸钢轧辊和锻钢轧辊,铸铁轧辊常见有铸造半钢轧辊,高碳半钢轧辊,高铬合金轧辊,冷硬铸铁轧辊,高镍铬合金轧辊,耐磨铸铁轧辊等,而锻钢轧辊常见GCr15滚动轴承钢轧辊,Cr3,Cr5,Cr8,Cr12锻钢轧辊;86CrMoV7,9Cr2Mo轧辊,高速钢轧辊等,由于铸铁硬而脆,所以属于短铁屑工件,而锻钢,铸钢的力学性能较好,车削加工此类轧辊切削屑较长,针对不同钢种轧辊的车削加工特性,华菱超硬研发不同刀片牌号,均为立方氮化硼材质,可车削加工轧辊外圆,也可以加工堆焊轧辊,喷焊轧辊,喷涂轧辊的表面处理后的粗车加工和精加工。
| 




