| 详细介绍:
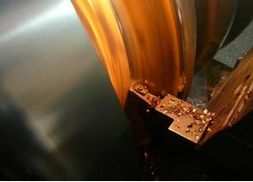
车削加工镍铬合金轧辊刀具刀片HRC60以上
车削加工镍铬合金铸铁轧辊的硬度为肖氏硬度HSD80,选择华菱超硬BN-K1,客户使用的切削参数为ap=4mm;Fr=1mm/r;Vc=55m/min,干式切削,其切削速度和吃刀量和某国外进口的陶瓷车刀一样,但是进给量是陶瓷车刀的2倍,华菱超硬BN-K1抗冲击性强的车刀车削加工这类轧辊的寿命单刃要比陶瓷车刀大6倍。
华菱超硬针对高硬度铸铁轧辊包括高铬铸铁,高镍铬铸铁,冷硬铸铁,高碳半钢,合金半钢等轧辊的车削,抗冲击性强,硬度高,红硬性好,耐磨性好,是非常理想的加工高硬度铸铁轧辊的刀片
堆焊后轧辊的切削:BN-K1牌号车轧辊CBN刀片,在车削加工堆焊后轧辊中优势相当明显,其抗冲击性为市面上常见氮化硼刀片的2倍,堆焊后轧辊由于种种原因,需要断续切削,对刀片的冲击性大,所以该CBN刀片应用非常合适。

BN-K1优势:
【1】抗冲击性强,选择一款抗冲击性强的刀片是最重要的,因为铸造成型后,高铬铸铁铸件存在气孔,夹砂,硬点,白口等铸造缺陷,硬度的不均匀性和表面的不平整都会造成断续切削,只有选择一款抗冲击性强,韧性好的刀具加工淬火高铬铸铁才会行之有效。
【2】硬度高,高铬铸铁,C含量高,而且合金元素含量也高,材料本身硬度高,只有选择一款硬度比之更高的刀具,才能保证车削加工高铬铸铁时的不崩刀,不掰刀,不让刀的现象。
【3】耐磨性好,高铬铸铁是抗磨铸铁的一种,高铬铸铁耐磨好的背后是对刀具的磨损程度加大,所以刀具的耐磨性要更好才能长时间加工,提高加工效率。
欢迎来电
| 




