| 详细介绍:
精车58度-63度HRC洛氏淬火齿轮轴淬硬钢件的数控刀片
华菱超硬针对58度-63度HRC洛氏淬火齿轮轴淬硬钢件的精车,由于车削力大,车削温度高,对刀具的磨损严重,华菱研发了一款BN-H20牌号的镶嵌式精车58度-63度HRC洛氏淬火齿轮轴淬硬钢件的数控刀片。
如果您在加工淬火钢领域遇到了刀具不耐磨,崩刀,让刀,烧刀,效率低,表面光洁度不好的问题,欢迎致电华菱超硬市场部,我们可为您量身打造最优刀具应用方案。
加工案例如下:
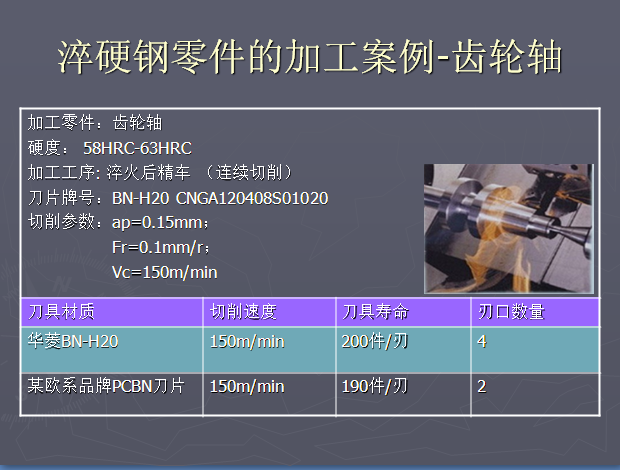
加工零件:齿轮轴
硬度: 58HRC-63HRC
加工工序: 淬火后精车 (连续切削)
刀片牌号:BN-H20 CNGA120408S01020
切削参数:ap=0.15mm;
Fr=0.1mm/r;
Vc=150m/min
刀具材质 切削速度 刀具寿命 刃口数量
华菱BN-H20 150m/min 200件/刃 4
某欧系品牌PCBN刀片 150m/min 190件/刃 2
欢迎来电垂询“精车58度-63度HRC洛氏淬火齿轮轴淬硬钢件的数控刀片”的详细信息,如果您有淬火后硬度在HRC45以上的硬钢件需要刀具切削,也可致电华菱超硬市场部,我们均有合适的刀具牌号为您量身选择最佳刀具解决方案。
| 




