| 详细介绍:
间断精车淬火钢齿轮端面内孔抗震耐磨刀头
如果您现在遇到间断车削渗碳淬火齿轮端面内孔出现刀头崩刀、不耐磨等问题,可以随时联系郑州华菱技术部,谭春萍 15670623393
常用的齿轮材质是20CrMnTi,渗碳淬火后硬度达到HRC58-62度,硬质合金刀头,会出现车不动,崩刀等现象,陶瓷刀头适合加工硬度在HRC45-HRC55之间,并且尽量避免断续切削,并且转速和吃刀深度不能太大,否则容易出现崩刀现象,如果是批量生产,对效率和成本各方面要求比较严格,建议选择华菱超硬刀头,不仅效率高,光洁度好,抗冲击性好,间断精车不崩刀,适合精车HRC58-62度20CrMnTi渗碳淬火钢齿轮的刀头如下:
1、华菱超硬BN-H20牌号是焊接式CBN刀头,适合精车工序,吃刀深度一般在0.3mm以下,可以承受中等断续精车。
2、华菱超硬BN-H21牌号是镶嵌式CBN刀头,适合精车,单边吃刀深度最好不超过0.3mm,可以承受中等断续精车。
3、华菱超硬BN-S20牌号是整体聚晶CBN刀头,属于非金属粘合剂CBN刀头,吃刀深度可达到7.5mm以上,并且抗冲击和韧性好,粗加工断续的时候不崩刀,更耐磨,可实现粗精车一把刀,避免频繁换刀。
加工案例一:

工件名称:齿轮
工件材质:20CrMnTi 淬火后
工件硬度:HRC57-61
加工部位:齿轮端面
工件直径:φ167mm 精车宽度30mm
加工方式:强断续精车
冷却方式:干式精车
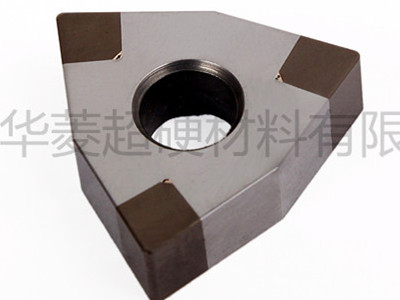
刀头材质:华菱BN-H21
刀头型号:WNGA080404-3S
加工参数:线速度Vc=157m/min
吃刀深度ap=0.3mm
进给量Fr=0.1mm/r
加工效果:一个刃口加工200件(2.7个小时),三个刃口加工600件
加工案例二:

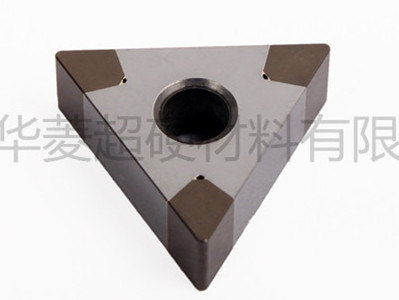
常用刀头型号:CNGA120404(08),TNGA160404(08),DNGA150404(08),WNGA080404(08),CCGW09T304(08)
适合加工方式:精车加工(含粗车、精车,车槽);铣削加工(含粗铣、精铣)、镗削加工(含粗镗、精镗)
适用机床:数控车床(数控立车及普通数控车)铣床(龙门铣床、数控铣床、刨铣床),镗削加工中心/精车加工中心/铣削加工中心,车铣复合加工中心,镗铣复合加工中心
间断精车淬火钢齿轮端面内孔抗震耐磨刀头
郑州华菱郑重承诺质量三包,全程跟踪技术服务!
延伸阅读:
华菱硬车刀头品牌简介:
1,CBN刀头行业唯一国产化品牌。
2,硬材料加工行业用户中最知名的刀头品牌
3,“量体裁衣”式服务。
4,致力于高硬度切削和高速切削领域完整的刀头产品及方案设计。
5,专业、高效。
| 




