| 详细介绍:
加工HRC60度钢件选择什么刀头耐磨抗冲击性好【华菱立方碳化硼刀片】
如果您在加工淬火钢(淬硬钢/淬火料)时遇到刀头不耐磨,崩刀,效率不高等问题,欢迎致电华菱超硬技术部谭春萍15670623393
加工淬火钢时,由于工件硬度高,普通硬质合金牌号刀头加工淬火钢件时效率低,加工精度形位公差难以保证,近几年,随着刀头材料的不断发展,新型合金涂层刀头和陶瓷刀头得到广泛应用,经数据表明,加工HRC45以上淬火钢时合金涂层刀头易烧刀且加工效率低,大部分陶瓷刀头加工HRC52以上高硬度材料时,不及超硬刀头的经济,且大部分陶瓷刀头和立方碳化硼刀头受脆性限制一般局限于精加工中,在切削余量大或断续切削时陶瓷刀头容易出现打刀问题。
华菱根据淬硬钢的材质特点研制出几种新型的立方碳化硼刀头,其产品优势有:
【1】硬度较高,可以车削淬火钢硬度范围在HRC45-HRC79之间,(当淬火钢的硬度达到HRC50~60时,其强度可达σb=2100~2600MP)
【耐用效率高不崩刀】车淬火钢HRC62用什么车刀_可车削修正淬火料
【2】抗冲击性强,可强断续车削大齿轮外圆(采用非金属粘合剂,解决了传统立方碳化硼刀头脆性大的不足
【3】耐磨性好,是硬质合金的30-50倍
【4】红硬性高,车削淬火钢温度就算达到1400摄氏度,该刀头硬度基本不变
【5】热传导率高,车刀淬火钢时,由于切削屑较短,和刀头接触时间短,切削力和切削热集中在刀头刃口附近,易使刀刃崩碎和磨损所以对刀头热传导率要求很高,但硬质合金,陶瓷,涂层刀片散热性都没有该刀片好
【6】效率高,可大余量粗车淬火钢,本刀片采用整体式立方碳化硼刀片,通体全部是立方碳化硼材质,所以可以大余量粗车淬硬钢。

一、华菱立方碳化硼刀片加工HRC50-62度淬火钢(淬硬钢/淬火料)常用的刀片牌号:
华菱超硬BN-H11,BN-H10,BN-H20,BN-H21,BN-S20是针对淬火钢车加工的刀片牌号系列,但具体使用需根据车加工淬火钢(淬硬钢/淬火料)的工艺情况而定,详情如下:
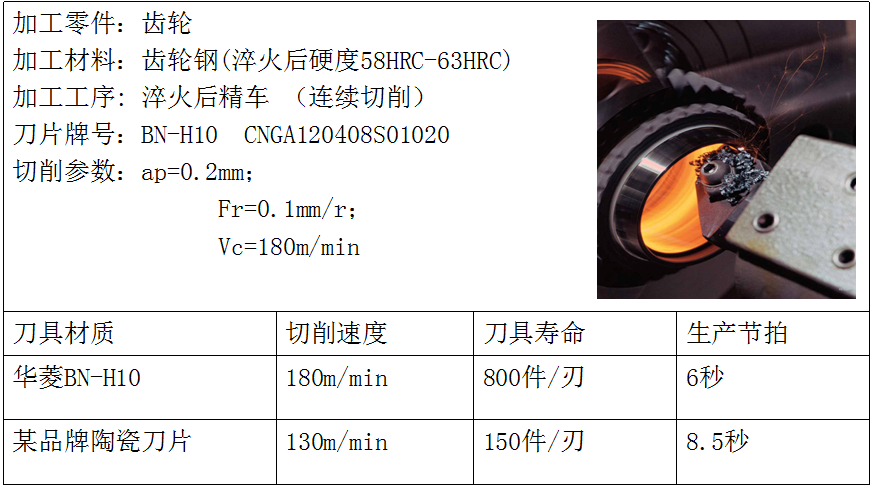
【1】BN-H10,BN-H11用于淬火钢(淬硬钢/淬火料)的连续精车加工
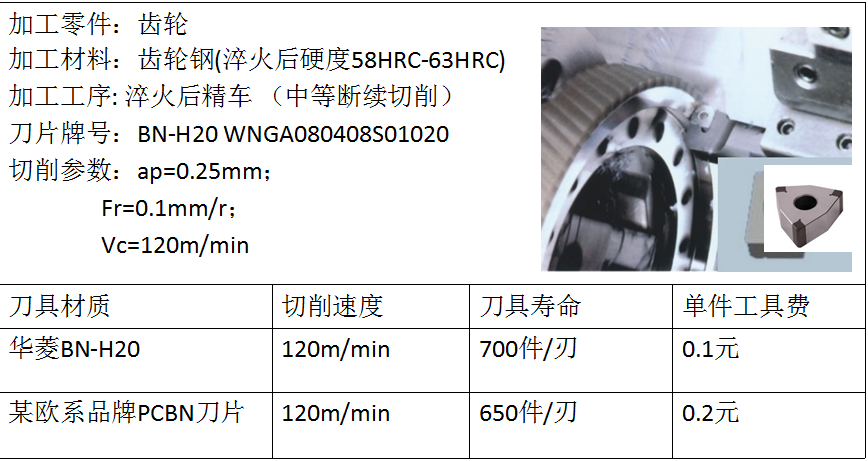
【2】BN-H20,BN-H21用于淬火钢(淬硬钢/淬火料)的连续精车加工或中等断续精车加工淬火钢,具有一定抗冲击性
【3】BN-S20可用于淬火钢的粗车加工,精车淬火钢(淬硬钢/淬火料),半精车淬硬钢,抗冲击性强,可强断续切削淬火钢(淬硬钢/淬火料)
【4】BN-H10,BN-H21是焊接复合式精车淬火钢刀片,BN-H11,BN-H20为镶嵌式精车淬火钢立方碳化硼刀片,BN-S20是整体式刀片
加工HRC60度钢件选择什么刀头耐磨抗冲击性好【华菱立方碳化硼刀片】
三、华菱立方碳化硼刀片加工HRC50-62度淬火钢的加工案例:
四、常用刀片型号:
BN-S20 :SNGN090404、SNMN120408(12)、SNMN120708(12)、SNMN160816、SNMN201020;CNMN120408(12)、CNMN120708(12);
BN-H10和BN-H20:CNGA120404(08)、DNGA150604(08)、TNGA160404(08)、VNGA160404(08)、CCGW09T304(08)等。
常用刀杆型号:CCLNR(L)2525M1204(1207)、CSSNR(L)3232P1204(1207)、CSRNR(L)4040S1207、S25T-CSKNR(L)1207、S32T-CCLNR(L)1207
适合加工方式:车削加工(含粗车、精车,车槽);铣削加工(含粗铣、精铣)、镗削加工(含粗镗、精镗)
适用机床:数控车床(数控立车及普通数控车)铣床(龙门铣床、数控铣床、刨铣床),镗削加工中心/车削加工中心/铣削加工中心,车铣复合加工中心,镗铣复合加工中心。

供应加工淬火后HRC50-62度淬火钢立方碳化硼刀片
我们华菱还能根据不同客户的需求为您量身定制最经济的、最高效的刀片配置方案,并全程技术跟踪服务,质量三包,信誉保证,为您提供的价值超过契约!
欢迎新老客户来电咨询!
加工HRC60度钢件选择什么刀头耐磨抗冲击性好【华菱立方碳化硼刀片】
| 




