| ��ϸ���ܣ� ����




ASSAB 88�Ļ�ѧ�ɷ֣�
|
ASSAB
|
AISI
|
DIN
|
��Ҫ��ѧ�ɷ�(%)
|
|
C
|
Si
|
Mn
|
Cr
|
Mo
|
V
|
|
|
ASSAB 88
|
---
|
---
|
0.90
|
0.90
|
0.50
|
7.80
|
2.50
|
0.50
|
|
ASSAB 88���
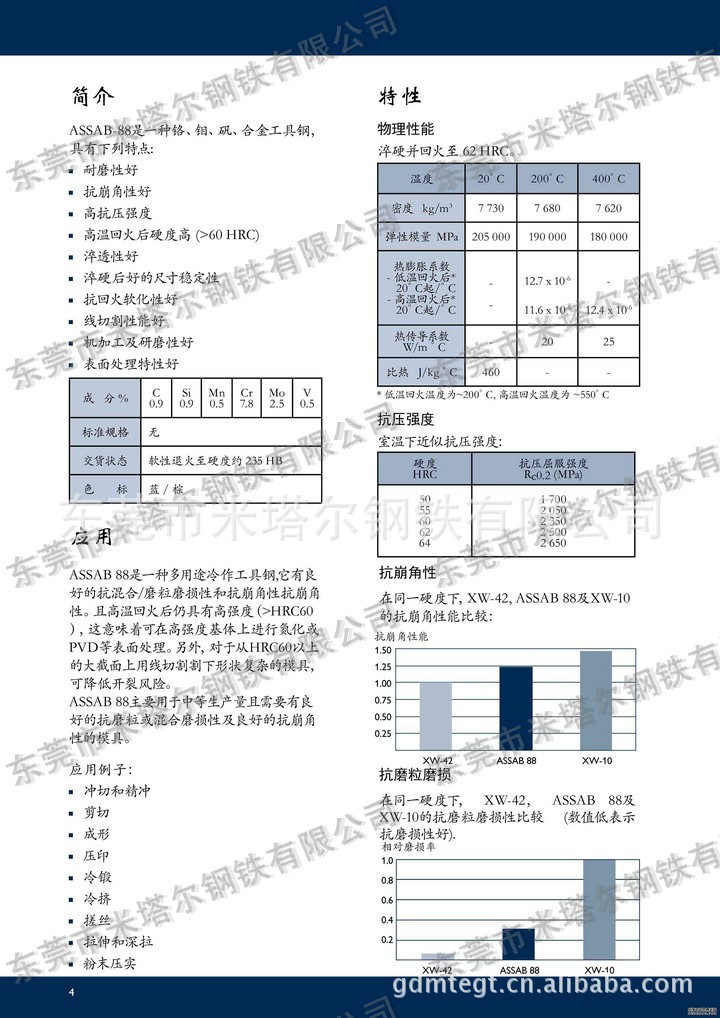
ASSAB-88�Ǹ����⡢�����Ͻ߸֣����������ص㣺
♦����ĥ��♦�߿���������♦�߿�ѹǿ��♦���»ػ�Ӳ�ȸߣ���60HRC��♦�����Ĵ���♦�����Ĵ���ȶ���
♦�����Ŀ��ػ�������♦�����Ŀ����и���♦�����Ŀɻ��ӹ����ܺͿ���ĥ����♦�����ı��洦������
ASSAB 88����;
ASSAB-88��һ�ֶ���;�������߸֡���������ĥ����ճ��ĥ��֮�ۺ�ǿ�Ȳ�ͬʱ���������Ŀ������������Ҹ��»ػ���Ծ��и�ǿ�ȣ�HRC60���ϣ�������ζ�ſ��ڸ�ǿ�Ȼ����Ͻ��е�����PVD�ȱ��洦�������⣬����Ӳ����HRC60���ϵĸ�����״ģ�ߣ������൱���ģ���Ͻ������и�(WEDM)�ӹ������ɴ�ʹ���ģ�����и�Ŀ��ѷ��ա�
ASSAB 88�����Ƽ�������Ҫ�����ĥ����߿�ĥ��ĥ����������ǿ���е�����ģ�߸ֲġ��磺•��ѹ������•����•����•ѹӡ•���•�伷��•��˿ģ���������ƣ�•����������•��ĩѹʵ��
ASSAB 88����������
��ASSAB-88���ػ���62HRC�������º���ʱ�ⶨ�������������¡�
|
�¶�(��)
|
20
|
200
|
400
|
|
�ܶ�(Kg/m3)
|
7730
|
7680
|
7620
|
|
����ģ��(N/mm2)
|
205000
|
190000
|
180000
|
|
������ϵ��
���»ػ��20����/��
���»ػ��20����/��
|
---
---
|
12.7��10-6
11.6��10-6
|
---
12.4��10-6
|
|
�ȴ���ϵ��(W/m��)
|
---
|
20
|
25
|
|
����(J/Kg��)
|
460
|
---
|
---
|
ASSAB 88�Ŀ�ѹǿ��
��������Ϊ��ӦӲ��ʱ��ǿ�Ƚ���ֵ��
|
Ӳ��
HRC
|
��ѹ����ǿ��Rc0.2
|
|
N/mm2
|
ksi
|
|
50
|
1700
|
250
|
|
55
|
2050
|
300
|
|
60
|
2350
|
340
|
|
62
|
2500
|
360
|
|
64
|
2650
|
380
|
ASSAB 88�Ŀ���������
XW-42��ASSAB-88��XW-10����ͬӲ���µĿ����������Ƚ�����ͼ��
��Կ������� ���ĥ��ĥ����
XW-10 ASSAB88 XW-41
ASSAB 88�Ŀ�ĥ��ĥ������
����ͬӲ���£�XW-42��ASSAB-88��XW-10�Ŀ�ĥ��ĥ�������Ƚ�����ͼ�ң���ֵ��С��ĥ��ĥ��ǿ�����ߣ���
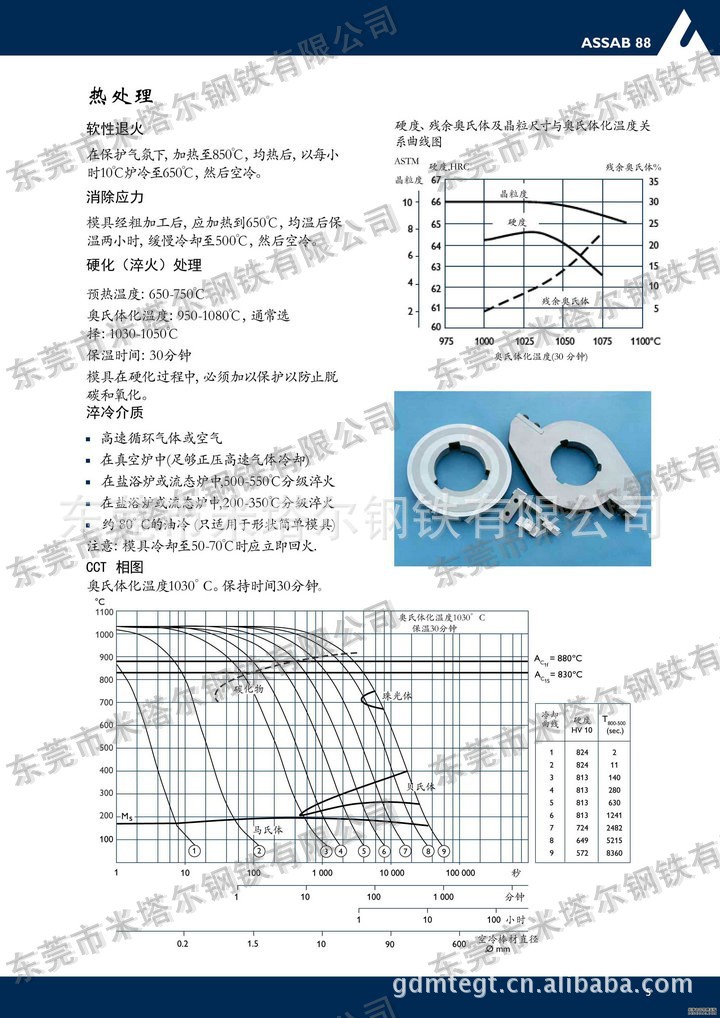
ASSAB 88���ȴ���
�������˻��ڱ��������£�������850�������º���ÿСʱ10��¯����650����Ȼ����������¡�
������Ӧ����ģ�߾��ּӹ���Ӧ���ȵ�650�������º�����Сʱ��������ȴ��500����Ȼ����������¡�
��Ӳ������Ӳ��������Ԥ���¶ȣ�650-750���������廯�¶ȣ�950-1080����ͨ��ѡ��1030-1050��
����ʱ�䣺30����
ģ����Ӳ�������У�������Ա������Ա�����̼��������
���������:♦��ѹ����/ѭ��������ȴ♦�����ȴ(���ټ��㹻�Ĺ�ѹ����)♦��500-550������¯����̬��¯��,�ּ����♦200-350������¯����̬��¯��,�ּ����♦����(�����ڼ�����״�ܼ�ģ��)
ע��:ģ����ȴ��50-70���������ػ�
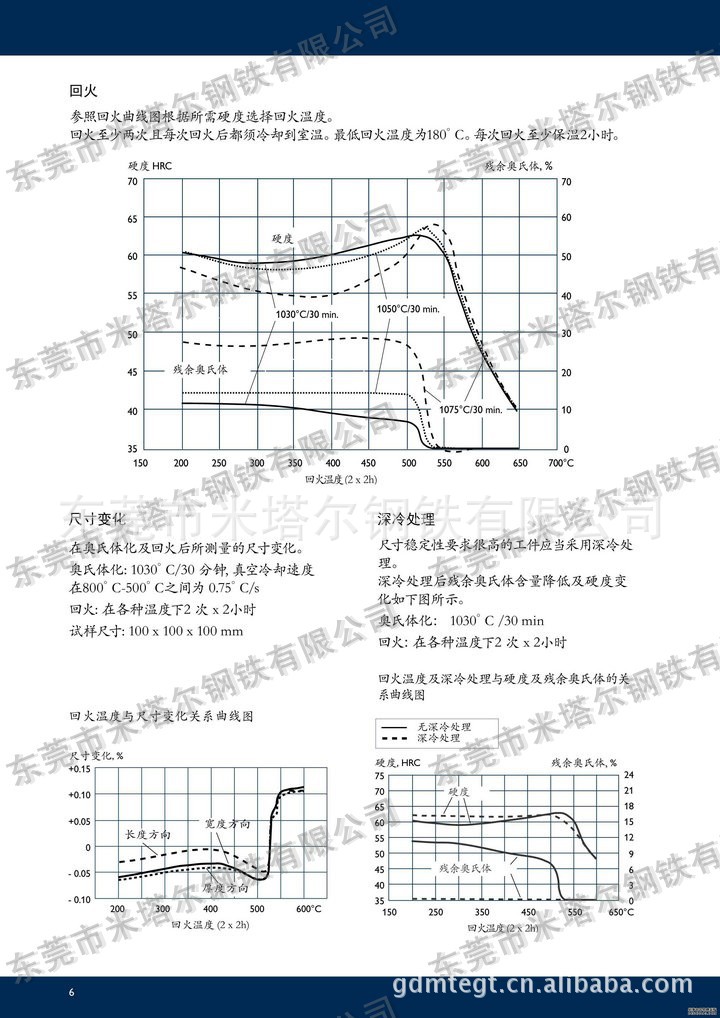
���ػ𣺸�����Ҫ���Ӳ�ȣ��ο��ػ�����ͼ����ͼ��ѡ���ʵ��Ļػ��¶ȣ��ػ��������Ρ�ÿ�λػ�������ȴ�����£���ͻػ��¶�Ϊ180����ÿ�λػ����ٱ�����Сʱ��
Ӳ��HRC �ػ�����ͼ �ߴ�仯% �ػ��¶���ߴ�仯��ϵ����ͼ
�ػ��¶���(2h+2h) �ػ��¶���
���ȴ������Σ�ASSAB 88�ı�����ͨ�������𡢻ػ�ǰ��ijߴ�ⶨ��õģ�������ͼ�ң�
�����廯�¶ȣ�1030������30���ӣ������ȴ�ٶȣ���800����500��֮�����������ÿ��0.75�����ٶ���ȴ��
�ػ��ڲ�ͬ�¶��»ػ�2��2h����Ʒ�ߴ磺100��100��100mm��
�����䴦�����ߴ��ȶ���Ҫ��ߵ�ģ��Ӧ���������䴦�������䴦�����Լ��ٲ�������庬�����ҿ�ʹģ��Ӳ�����1-3HRC��
ASSAB 88�ı��洦��
��Щ�������߸־������洦���ɽ���Ħ�������ӿ�ĥ����������õı��洦����������������Ϳ�㣬ͨ��PVD��CVD���������γ���ĥ��Ӷ��������ĥ�ԡ�
��������̼��������������̼���������������������ڹ�����������Ӳ���㣬���������ĥ��ĥ���Ժ�ճ��ĥ��������������������Ӳ�ȿɴ�1100HV0.2kg�����������Ӧ����ʵ��Ӧ�ö�������
��PVD����������Ϳ�㣨Physical Vapour Deposition������200-500��֮��ѹ�������Ƹ�һ����ĥ�ԺܸߵIJ��ϵ�һ�ֱ��洦���ӹ�������
��CVD����ѧ����Ϳ�㣨Chemical Vapour Deposition������Լ1000�����Ұѹ�������Ƹ�һ����ĥ�ԺܸߵIJ��ϵ�һ�ֱ��洦���ӹ���������Ĥ��ɺ�ģ�߱���������ȴ���¯������ػ�����
ASSAB 88����ĥ
��ȷ����ĥ���ɣ��ܱ�����ĥ���ƵIJ������Ӷ����ģ��������ֻ�о���������ĥ��ճ��������ɰ�ַ���ʹ�á���ĥʱԲ���ٶȱ�����ƣ��мǹ�Ӧ�������ȴҺ��
ASSAB 88���
�ں���ǰ�����ӹ����н�������Ԥ����ʩ���ɻ�����õĺ���Ч����
�����Ӵ�Ӧ���ʵ����������죨�¿ڣ����ʵ���Ԥ�ӹ���
�����ӹ���Ӧ��ģ��Ԥ����״̬�½��У��ڽ��е�һ�͵ڶ��㺸��ʱ����ͬ����ϸ�ĺ�����ͬ����С�ĵ�����
������ʱ���ⳤ��Ӧ�������̡�ͬʱʹ��˿���缫���뺸���棨�������ߣ�����90��ֱ�ǣ��Խ��ͺ���ƫ���˿���缫�������Ӽӹ�����ǰ��������75-80���нǡ�
�����ں��ӷ�Χ��Ĺ�����Ӧ����������ʱѡ�����ʺ��Ӳ��ϳ���Ͳ�������㣩��
��˿����
|
벻���(TIG)
|
�绡��(MMA/SMAW)
|
|
����
|
���Ӻ�Ӳ��
|
����
|
���Ӻ�Ӳ��
|
|
Type AWS ER312
|
300HB
|
Type AWS ER312
|
300HB
|
|
UTP A67S
|
55~58HRC
|
CASTOLIN 2
|
54~60HRC
|
|
UTP A696
|
60~64HRC
|
UTP A67S
|
55~58HRC
|
|
Casto Tig 5
|
60~64HRC
|
UTP A696
|
60~64HRC
|
|
|
|
CASTOLIN 6
|
60~64HRC
|
*벻������Ӳ�Ӧ����4�㣬�����п���Σ�ա�
ASSAB 88�Ļ���Ӳ��
ʹ������Ϊ800-1250��/Сʱ����-��Ȳ������ǹ������ѹ��Ϊ2.5Bar����Ȳѹ��1.5Bar������ʹ�������ԡ�
�¶�Ϊ980-1020����Ȼ����䡣
�������Ӳ�ȿɴ�58-62HRC�����ھ����3-3.5mm����Ϊ41HRC��400HB�����ҡ�
ASSAB 88������ŵ磩�ӹ�
���ģ������Ӳ��״̬������ӹ��������һ���ŵ磨��EDM���ӹ���������õ͵�����Ƶ�ʵ�ϸ�ŵ���ɡ�
Ϊ������ģ��������Ӧ�ڵ�ӹ�����������ĥ����Լ0.05~0.10mm���ң�����ʹ�ñ����һ�λػ��¶ȵ�25�����¶ȶ�ģ�߽��лػ�ȥӦ��������
������ͻ�����ǻ��ģ����Ҫ��ӹ����ȴ���Ӧ���øߴ�ص��ȴ������������ػ��¶�Ӧ����500����
��������������˾��һ����Ҫ���N�ۼӹ�����������Ͻ���ͭ�Ͻ�������������һ�w�ľC�Ϸ�������I��
����˾��Ӫ�ձ�����������䡢�¹����W�������������������M��ģ�߸ֲ�������������������ֹ������ʸֲ��Ƚ������ϡ�Ʒ���У��ձ�������HITACHI�����ձ�����ͬDAIDO������䡰һʤ��ASSAB������������˹��SAARS TAHL�� ����������»BOHLER������������ɽDOOSAN�����ձ�������ԽNACHI�����ձ������ܲ�KOSHUHA�����ձ���������NIPPON�����ձ�����ʿFUJILLOY��������������KENNA�����������ҿɘ�ALCOA�����������W������AUBERT&DUVAL���������ظ֡��칤�ظ֡����֡����֡��ϸ��ȹ�����֪��Ʒ������������˾���c�����I���־o�ܺ����Pϵ���K�����L�ں����C�ƣ�������Ʒ�|�c�ܵ��ķ�����ÿ͑�����ه��
��������˾�����O�䣺�ձ����_�������������T䏴�3�_�����T㊴�3�_����㊙C��2�_����ˮĥĥ��4�_���ձ����ܜyԇ���ߔ��ף��Լ�CNC�ӹ����ġ��ӹ�һ�l�����գ�24С�r��؛���T���M���˿͑�������ϵ�Ҫ������Ҫ�N�����K���Ϻ����V�|���㽭��ɽ�|������������������ա����졢�����ȵأ�ݗ��ȫ������˾�F���ІT��100�ˣ��҂�߀�ڲ�������B���I���g���˲ţ����\��V��͑��ṩȫ��λ����Ԫ�����x���c���ա�
��������˾����������ϣ��J���Mȡ������ּ���������ݻ����������p�A���齛�I����Գ����������_��������ᘣ����������T�����|�����ƹ�˾�wϵ��Ʒ�|��һ���\�ŵ�һ�������x�����҂�ǰ�M�Ą��������ĝM�����҂����������������˾ȫ�w�T������gӭ�V�����Ͽ͑��Ļ��һ��y�ցK�M�������rֵ����������x�͵����죡
��ϵ�ˣ������� �绰��13925555766 0769-85389678 ���棺0769-89266184 QQ:1206405972����ID��gdmtegt
��ӭ���Ͽͻ�����������ѯ400-0788-368
��רҵ�ļ�����Ʒ�ʺ��
�����ܵ�Ʒ����Ʒ�ʱ�֤
�ø����̬����Ѹ�ٷ���
�����µľ�������Ʒ�з�
���DZ��ʱ������ṩ��Ʒ����֤��������ͻ����Ĺ���
��˾��ּ:Ϊ����ṩ�����ʵIJ�Ʒ�������ʵķ������Żݵļ۸�
���ڸ������˾ǿ���Ƽ�˫��ǩ����ͬ������������ߣ������������ȷ���ͻ���ʽ�븶�ʽ��������Ҳ����ߣ��뼴ʱ�绰��ϵ.
���ڷ�����������µ���������ȡ����ϵ����ȷ�ϻ���ʺ��Ѹ�ٳ������Ի��˹�˾��ѡ������Һ����ҹ�ͬЭ�̣�������ܾ����յ���.
����ͼƬ������Ʒ���й��̫��̫��,�ʲ���һһ����,ͼƬֻ����״,��ϸ��������.
�����������⣺������̵���ʧ���������ҳе�.
����վ������ʾ�˷ѽ����ο��������˷���������ľ����ַ�Լ�����ѡ���IJ�Ʒ��������������ѡ��ͬ���䷽ʽ�����Լ�ʱ����в�ͬ��������������ѯ����.
| 




