| 详细介绍:
长期供应PA66 NILAMID A3 GB50
PA66简介
中文别名:锦纶66短纤维;聚己二酰己二胺;尼龙-66;尼龙66树脂;聚酰胺-66;聚已二酰己二胺;锦纶-66。尼龙66疲劳强度和钢性较高,耐热性较好,摩擦系数低,耐磨性好,但吸湿性大,尺寸稳定性不够。通常应用于中等载荷,使用温度<100-120度无润滑或少润滑条件下工作的耐磨受力传动零件。
PA66特点
1.优良的力学性能。尼龙的机械强度高,韧性好。
2.自润性、耐摩擦性好。尼龙具有很好酌自润性,摩擦系数小,从而,作为传动部件其使用寿命长。
3.优良的耐热性。如尼龙46等高结晶性尼龙的热变形温度很高,可在150℃下长期期使用..。PA66经过 玻璃纤维增强以后,其热变形温度达到250℃以上。
4.优异的电绝缘性能。尼龙的体积电阻很高,耐击穿电压高,是优良的电气、电器绝缘材料。
5.优良的耐气候性。
6.吸水性。尼龙吸水性大,饱和水可达到3%以上。在一定程度影响制件的尺寸稳定性。
PA66缺点
1.吸水性和吸水平衡值高;2.尺寸稳定性差;3.不耐强无机酸,易吸附极性溶剂;4.加工前需要适当干燥处理;
PA66用途
广泛应用于机械、仪器仪表、汽车部件、电子电气、铁路、家电、通讯、纺机、体育休闲用品、油管、油箱及一些精密工程制品。
1)电子电器:连接器、卷线轴、计时器、护盖断路器、开关壳座;
2)汽车: 散热风扇、门把、油箱盖、进气隔栅、水箱护盖、灯座;
3)工业零件:椅座、自行车输框、溜冰鞋底座、纺织梭、踏板、滑输;
PA66注塑工艺条件
干燥处理:
PA66如果加工前材料是密封的,那么就没有必要干燥。然而,如果储存容器被打开,那么建议在85℃的热空气中干燥处理。如果湿度大于0.2%,还需要进行105℃,12小时的真空干燥。
熔化温度:
260~290℃。对玻璃添加剂的产品为275~280℃。熔化温度应避免高于300℃。
模具温度:
建议80℃。模具温度将影响结晶度,而结晶度将影响PA66产品的物理特性。对于薄壁塑件,如果使用低于40℃的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,需要进行退火处理。
注射压力:
通常在750~1250bar,取决于材料和产品设计。
注射速度:
高速(对于增强型材料应稍低一些)。
流道和浇口:
由于PA66的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5*t(这里t为塑件厚度)。如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。如果用潜入式浇口,浇口的最小直径应当是0.75mm。
PA66性能
PA66 聚酰胺66或尼龙66化学和物理特性PA66在聚酰胺材料中有较高的熔点。它是一种半晶体-晶体材料。PA66在较高温度也能保持较强的强度和刚度。在产品设计时,一定要考虑吸湿性对几何稳定性的影响。为了提高PA66的机械特性,经常加入各种各样的改性剂。玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM和SBR等。 PA66的粘性较低,因此流动性很好(但不如PA6)。这个性质可以用来加工很薄的元件。 它的粘度对温度变化很敏感。PA66的收缩率在1%~2%之间,加入玻璃纤维添加剂可以将收缩率降低到0.2%~1% 。收缩率在流程方向和与流程方向相垂直方向上的相异是较大的。 PA66对许多溶剂具有抗溶性,但对酸和其它一些氯化剂的抵抗力较弱。
聚合物共混改性目的以及技术手段
共混改性技术
塑料共混改性指在一种树脂中掺入一种或多种其他树脂(包括塑料和橡胶),从而达到改变原有树脂性能的一种改性方法。塑料共混改性是一种有效地将多种组分的原料加工成更均匀、更实用的产品过程。
这一过程中主要发生的是物理反应,及少量的化学反应。我们所期望的更多是化学反应而非物理反应。而无论是物理还是化学反应,都要求材料的充分混合辊炼,因此就有了共混设备――立式高速搅拌机。
高分子材料共混改性的目的:
(1)改善高分子材料的某些物理机械性能
① 改善韧性(提高抗冲击性)
② 改善耐热性
③ 提高尺寸稳定性
④ 提高耐磨性
⑤ 改善耐化学药品性(耐溶剂性)
⑥ 其它物理机械性能,如气密性、耐候性、阻燃性、阻尼性、粘结性、抗静电性、生物相容性等。
(2)改善高分子材料的加工性能
① 改善高分子材料的熔体流动性,即通过共混改变聚合物的熔体粘度。
② 控制结晶聚合物的结晶行为。
(3)降低成本
在保证材料使用性能的前提下,填充价格低的组分来降低材料的成本。
(4)赋予高分子材料某些特殊性能
某些应用场合需要高分子材料具有某些特殊性能,如阻燃性、导电性、阻尼性等,可以通过添加具有相应特性的组分使材料具有该特性。
共混改性的技术手段
1.预处理――水分预处理:
聚合物和添加剂都具有吸水性,而温度波动和仓库的潮湿都有可能是原材料吸湿,熔融聚合物,如尼龙,聚酯等对水分极其敏感的材料,水分的存在将导致他们的降解,从而导致了各项性能指标的恶化甚至是导致加工失败。目前比较实用的干燥方式多为热风循环干燥形式。

2.预混合:
对于单螺杆而言,吃料能力很大程度上影响了混合效果,很多时候即使是单纯的颜色处理都会因为混合的不均匀而导致材料同批次的前后色差以及后期加工的颜色不均一性;
对于双螺杆,虽然吃料能力基本上不影响混合效果,而且为了计量精确,理论上是应该所有组分在喂料口单独计量、单独喂入。但是这就意味着需要多个精确喂料器,而这对共混厂家而言是非常的不经济的,因此我们在加工双组分及多组分的材料前,大多都进行预混合。目前的混合设备多为立式高速搅拌机。
3.分散混合:
分散混合是将组分的粒度尺寸减小,将固体块或者聚集体破碎成微粒,或者是不相容的聚合物的分散相尺寸达到所要求的范围。这一过程通常是依靠大厚度大角度的捏合盘来实现。
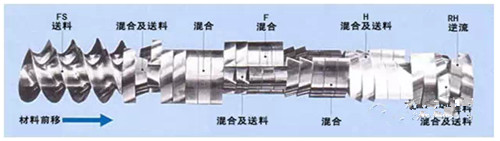
4.分配混合:
分配混合是使个组分的空间分布达到均匀。保证混合设备内通过分配元件的熔体中各组分的分布均匀。这个通常是靠窄片小角度捏合盘来实现。极端的情况先会采取齿轮分配元件来实现。
5.停留时间分布:
同批次物料在通过喂料口后通过分散,分布混合最终挤出离开混合设备的时候长短的分布。这一指标最主要的意义在于评估设备的自洁能力
| 




