| 详细介绍:
淬火钢精车加工选择什么刀具材质更适合更经济及淬火钢切削特点
加工淬火钢的传统工艺是磨削工艺。但是为了提高加工效率,解决工件形状复杂而不能磨削和淬火后产生形状和位置误差的问题,需要近一步采用金属切削加工。
淬火钢在切削时有以下特点:
1, 硬度高、强度高,几乎没有塑性:当淬火钢的硬度达到HRC50-60时,其强度可达2100-2600MPa。按照被加工材料加工性分级规定,淬火钢的硬度和强度均为9a级,属于最难切削的材料。
2, 切削力大、切削温度高:要从高硬度和高强度的工件上切下切屑,单位切削力可达4500MPA。为了改善切削条件,增大散热面积,刀具选择较小的主偏角和副偏角。这时会引起振动,要求要有较好的工艺系统刚性。
3, 刀刃易崩碎、磨损:由于淬火钢的脆性大,切削时切屑与刀刃接触短,切削力和切削热集中在刀具刃口附近,易使刀刃崩碎和磨损。
淬火钢材质分别为:20cr、40cr、40crmo、20crmnti、45号钢、T10、cr12、cr12mov、H13等
加工淬火钢的各个刀具材质的耐热性及相对应的切削速度:
硬质合金刀具的耐热性800°-1000°,陶瓷刀具的耐热性为1100°-1200°,立方氮化硼刀具的耐热性1400-1600°。
切削淬火钢刀具材质的线速度:硬质合金刀具线速度Vc=30-75m/min 陶瓷刀具VC=60-120 m/min,立方氮化硼 线速度Vc=100-200m/min 。
加工淬火钢刀具材质硬质合金刀片、陶瓷刀具与立方氮化硼刀具对比图片如下:
 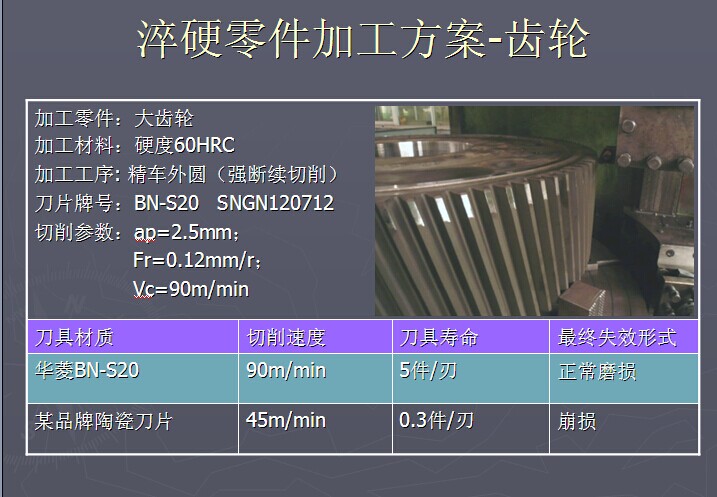
采用立方氮化硼材质牌号:BN-H11、BN-H20、BN-S20 加工淬火钢切削参数如下:
淬火钢精车BN-H11牌号PCBN硬车刀片:连续切削用,Vc=120-190m/min.Fn=0.1-0.3mm/r
(BN-H11镶嵌式CBN刀片)如图:

淬火钢精车BN-H20牌号PCBN硬车刀片:中等断续切削用PCBN刀片,Vc=100-180m/min,fn=0.07-0.15mm/r,镶嵌式结构(同BN-H11)。
淬火钢精车BN-H21牌号:强断续切削刀片,焊刃式结构(同BN-H10);抗冲击韧性较好,适合断续切削HRC55以上淬火钢件。
粗车加工淬火钢BN-S20牌号:整体PCBN刀片,华菱独家非金属粘合剂CBN刀具配方,可粗加工和断续加工淬火件。吃刀量可达7.5mm,用于修复模具,以车代粗磨从单边背吃刀量方面提高加工效率。Vc=90--150m/min,Fn=0.1-0.45mm/r.。
凡是购买我司郑州华菱 超硬刀具 均 质量三包,全程技术跟踪服务。
淬火钢精车加工选择什么刀具材质更适合更经济及淬火钢切削特点
| 




