| 详细介绍:
车削刹车盘时,表面粗糙度和形位公差是加工质量的最基本保证, 目前车削刹车盘常用的CBN刀具BN-S30牌号和BN-K20牌号,对于一些航空制动盘等零件,由于预留精车余量和工件材料的差异,华菱超硬研制出性能介于以上两种立方氮化硼材料中间的刀片BN-S300牌号, BN-S300牌号的CBN材料粒度和CBN浓度高于BN-S30牌号,更能实现高温状态下稳定切削。
1、BN-S30刀片加工刹车盘案例(下图):
加工工序:粗车和半精车
切削参数:ap=2.5mm
Fr=0.45mm/r
Vc=350m/min
切削方式:干式切削。
BN-S30与涂层硬质合金刀片的效果对比如下:
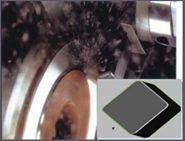
2、BN-S300刀片加工刹车盘案例(下图):

加工工序:精车端面
刀片:端面用BN-S300(双刀同时切削);
内孔用BN-K20
切削参数:ap=0.25mm
Fr=0.2mm/r
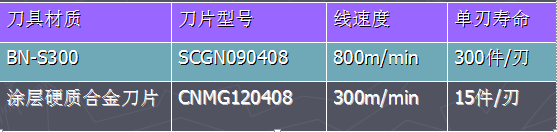
Vc=800m/min
切削方式:干式切削。
BN-S300与涂层硬质合金的效果对比如下:
加工效果:BN-S30刀片耐磨性能和抗冲击韧性较好,能承受大余量切削,常用于粗加工和半精加工中。而BN-S300除了能获得很好的光洁度外,避免了因加入金属粘合剂导致的刀片寿命降低,刀片耐用度的提高,使得刀片费用降低,同时减少了换刀频次,加工效率得到大幅度提高,能够获得很好的加工表面光洁度和亮度,这一特点与精车刹车盘常用的刀片BN-K20很相似,但由于BN-S300的整体聚晶结构使得其更能承受切削余量不均时的冲击载荷。
备注:BN-S300牌号的CBN粒度和CBN浓度高于BN-S30,更能实现高温状态下稳定的切削;而BN-K20牌号是焊接符合结构CBN刀片,一般用于吃刀深度小于0.5mm的精加工中;从抗冲击韧性来讲,BN-S30牌号>BN-S300牌号≥BN-K20牌号。
| 




