| 详细介绍:
精加工淬火钢齿轮选择华菱BN-H10,BN-H20等牌号
精加工淬火钢齿轮就是粗车后经过热处理之后加工的齿轮,硬度在HRC58-HRC63之间,由于硬度高,并且齿轮钢又分为连续切削和断续切削,所以选择正确的刀具更为重要。
精加工淬火钢齿轮时由于硬度硬度在HRC58-HRC63之间,硬质合金刀具精加工淬火钢齿轮不耐磨,陶瓷刀具精加工淬火钢齿轮时,无法加工断续切削,直到2004华菱超硬推出了四款精加工淬火钢齿轮的立方氮化硼刀片牌号,分别是BN-H10牌号,BN-H11牌号,BN-H20牌号,BN-H21牌号,共同点在于四种刀具牌号都属于焊接式立方氮化硼刀片,吃到深度都在0.3mm以下,并且可实现高速切削,耐磨损性和耐崩损性均衡,更多数量的CBN刃口,使用成本更经济。不同点在于立方氮化硼刀片BN-H10牌号和BN-H1牌号适合连续切削加工,而立方氮化硼刀片BN-H20牌号,BN-H21牌号适合断续切削加工。
精加工淬火钢齿轮常见的刀具牌号以及刀具型号:BN-H10 CNGA120408,CNGA120404,BN-H20 WNGA080408,BN-H20 WNGA080404,BN-H10 VNGA160404,BN-H20 VNGA160408,BN-H20 DNGA150408,等等
(1)以华菱立方氮化硼刀片BN-H10牌号连续精加工淬火钢齿轮为例

加工效果:在华菱立方氮化硼刀片BN-K10牌号的切削速度高于陶瓷刀片40%的情况下,刀具寿命是陶瓷刀片的五倍,并且降低了生产节拍,提高了加工效率,节省了加工成本。
(2)以华菱立方氮化硼刀片BN-H20牌号中等断续精加工淬火钢齿轮为例:
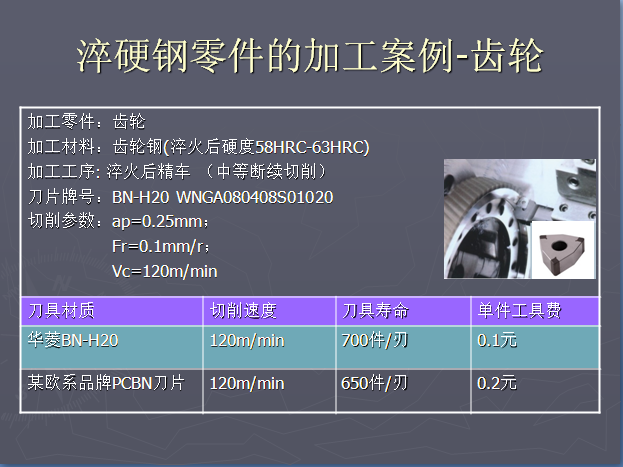
加工效果:在相同的切削速度下,华菱立方氮化硼刀片BN-H20牌号的单刃比PCBN刀片的单刃多加工50件工件,并且节省了50%的工具费。节省了加工成本,并且提高了加工效率。
华菱提供如下难加工材料和高效率加工方面的刀具产品及解决方案:
1,高硬度铸铁/铸钢的加工,如:高铬铸铁、白口铸铁、镍硬铸铁等高硬度合金铸铁,高锰钢等耐热耐磨钢的粗加工和精加工【可拉荒粗车有夹砂、气孔的铸件毛坯】
2,热处理后的高硬度工件加工,如:淬硬轴承钢、渗碳钢、氮化钢、工具钢、模具钢热后硬切削,可断续切削【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】
3,其他难切削材料类:高温合金、粉末冶金,难熔合金及碳化钨,镍基,钴基合金的加工以及热喷涂喷焊件的硬面加工【可订做非标,来图来样加工】
4,普通灰口铸铁、珠光体球墨铸铁的高速切削【刀具寿命是合金刀具寿命的10-20倍】
精加工淬火钢齿轮选择华菱BN-H10,BN-H20等牌号
如精加工淬火钢齿轮时出现刀具不耐磨或刀片破损时可来电咨询,我会为您选择最合理的刀具牌号和最好的售后服务,其他难加工硬材料我也可以尝试为您提供解决方案,关于来电咨询。
联系人:谭春萍
手机:15670623393
QQ:2044262268
传真:0371-67981990
立方氮化硼刀片:http://www.hlcbn.org
CBN刀具:http://www.hlcbn.com
| 




