| 详细介绍:
加工高精度淬硬钢选择什么刀具材料 华菱立方氮化硼刀具
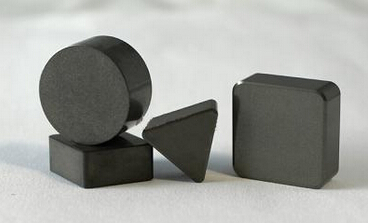
选择硬质合金刀具加工淬硬钢,由于硬质合金刀具本身刀体的硬度在HRC71-76,比较适合加工HRC45以下的淬硬钢材料;选择陶瓷刀具加工淬硬钢,陶瓷刀具的硬度高于硬质合金刀具,切削速度可高于硬质合金刀具加工淬硬钢,加工HRC45-55之间的淬硬钢选择陶瓷刀具最合适,但由于其本身的抗冲击性的局限性,只能用于精加工;选择立方氮化硼刀具加工淬硬钢,硬度高于硬质合金刀具和陶瓷刀具,但立方氮化硼刀具的缺点与陶瓷刀具一样脆性大,所以加工淬硬钢效果也不是太好,直到华菱超硬推出了BN-S20等一系列牌号,使加工HRC45以上的淬硬钢不再是难题。
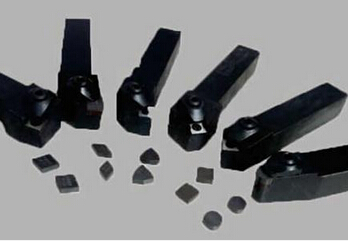
淬硬钢的应用广泛,并且产品较多,华菱超硬针对切削淬硬钢推出的多种刀具牌号,粗切削淬硬钢,精切削淬硬钢的刀具牌号均有,粗切削淬硬钢刀具牌号只有BN-S20牌号,是整体聚晶立方氮化硼刀具,具有良好的耐磨性和抗冲击性,吃刀深度无上限;精切削淬硬钢刀具牌号不止一种,下面就根据淬硬钢的种类选择适合精加工工序的华菱超硬刀具牌号。表格如下:
|
淬硬钢零件
|
华菱刀具牌号(精加工)
|
适合的切削参数
|
|
吃刀深度ap(mm)
|
进给量Fr(mm/r)
|
切削速度Vc(m/min)
|
|
齿轮
|
BN-H10
|
0.2
|
0.1
|
180
|
|
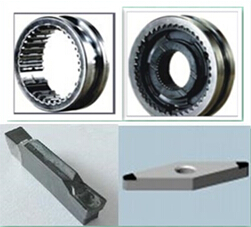
冶金轴承
|
BN-11
|
2.5
|
0.12
|
140
|
|
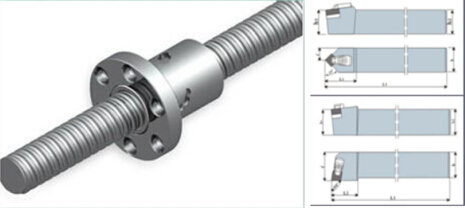
滚珠丝杠
|
BN-S20
|
4.5
|
0.10
|
90
|
|
同步器
|
BN-H20
|
0.15
|
0.1
|
170
|
|
万向联轴节
|
BN-H10
|
0.15
|
0.15
|
190
|
|
模具
|
BN-S200
|
0.5
|
0.12
|
130
|
华菱超硬立方氮化硼刀具切削淬硬钢的优势:(1)硬度高;(2)耐磨性和抗冲击性能优异,寿命长;(3)工件精度保证在Ra1.6之内,工件精美(4)高效率,低成本;(5)高速切削;(6)可代替磨削。
华菱超硬作为在业内以立方氮化硼刀具(CBN刀片)解决方案最知名的刀具公司,一直将提高加工效率作为服务客户的首要目标,并且以卓具特色的全方位服务体系,有效地满足客户的需求,华菱超硬以优化工艺,降低成本,提高效率为目标,为客户提供专家级的服务。
华菱微信公众号:郑州华菱超硬材料有限公司
联系人:谭春萍
手机:15670623393
电话:0371-55153317
QQ:2044262268
传真:0371-67981990
立方氮化硼刀具:http://www.hlcbn.com/
CBN刀片:http://www.hlcbn.com/
加工高精度淬硬钢选择什么刀具材料 华菱立方氮化硼刀具
| 




