| 详细介绍:
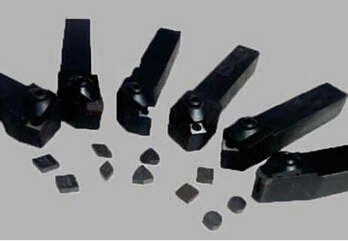
车削加工激光熔敷零件用刀具刀片【华菱刀具耐磨抗冲击精度高】
目前,很多零件经过长时间的使用,零件的尺寸减小或精度达不到要求,采用激光熔敷修复零件。所谓的激光熔覆是在基材表面添加熔覆材料,并利用高能密度的激光束使之与基材表面薄层一起熔凝的方法,在基层表面形成与其为冶金结合的添料熔覆层。激光熔敷后的硬度一般在HRC50左右,有的高达HRC70,比较难加工。
选择硬质合金刀具车削加工激光熔敷零件,由于激光熔敷零件硬度高,硬质合金刀具会出现不耐磨现象,加工效率低;选择陶瓷刀具车削加工激光熔敷零件,陶瓷刀具的硬度高于硬质合金刀具,但脆性大,只能小进给量加工,由于激光熔敷零件表面可能出现高低不平,陶瓷刀具容易崩刀;选择华菱超硬立方氮化硼刀具BN-S20牌号加工激光熔敷零件,BN-S20牌号属于非金属粘合剂立方氮化硼刀具,不仅硬度高,耐磨性和抗冲击性优异,而且遇到激光熔敷零件表面不规整也不破损不崩刀,使用寿命长,表面精度可达Ra0.4-0.6。
华菱立方氮化硼刀具BN-S20牌号在加工激光熔覆零件时,粗车、 半精车、 精车及滚压均可一次完成,减少了转递次数,并且降低了因转递出现碰伤等质量问题发生的几率。以车代磨加工工件整体的粗糙度比使用普通磨床加工均匀,且避免了大余量磨削烧伤,与磨削相比,节约成本40%左右。
华菱微信公众号:郑州华菱超硬材料有限公司
联系人:谭春萍
手机:15670623393
QQ:2044262268
传真:0371-67981990
立方氮化硼刀具:http://www.hlcbn.com/
CBN刀片:http://www.hlcbn.com/
车削加工激光熔敷零件用刀具刀片【华菱刀具耐磨抗冲击精度高】
| 




