| 详细介绍:
精加工齿轮选择什么刀具【华菱超硬刀具专业精车齿轮】
华菱超硬刀具专业精加工齿轮,随着齿轮的加工量越来越多,过去采用磨削方式来精加工齿轮,但问题很明显效率低,对于大批量生产齿轮的厂家来说,磨削方式浪费时间,不能给公司带来很好的加工效益。也有工厂采用滚齿机加工齿轮,小齿轮走两刀,粗,精加工一起完成,对于变形量大的大型齿轮,加工过程中振刀严重,常分三刀加工或更多走刀才能完成,如齿轮齿面齿形要求精度高的时候滚齿机就保证不了那么高的精度,只能先粗加工,之后选择进口专业齿轮的滚齿机,进口专业加工齿轮的滚齿机的精度可达Ra0.2,但价格太贵,并且要在常温环境下才能使用,对于偶尔加工大型齿轮的工厂来说费用太高承受不起。
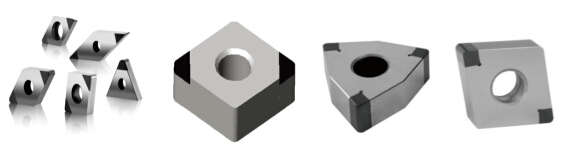
华菱超硬专业生产制造精加工齿轮的刀具,对于精加工齿轮时刀具出现的问题及齿轮的加工性能,华菱研制了非金属粘合剂刀具,专业精加工齿轮使用BN-H10牌号和BN-H20牌号,适合批量生产精加工齿轮时使用。可高速高精度精加工齿轮。有专门针对断续精加工齿轮的刀具BN-H20牌号,如齿轮端面有油孔,或者其他部位有,BN-H20牌号断续精加工齿轮端面时不崩刀,精度可达Ra0.4,切削参数:ap=0.25mm,Fr=0.1mm/r,Vc=120m/min。常用的刀具型号有:
BN-H10 CNGA120408,CNGA120404,BN-H20 WNGA080408,BN-H20 WNGA080404,BN-H10 VNGA160404,BN-H20 VNGA160408,BN-H20 DNGA150408,等等。
华菱超硬还针对大型齿轮做了实验,采用新型BN-S20牌号精加工齿轮外圆,由于大型齿轮热处理之后变形量大,并且属于强断续切削,普通刀具根本无法加工,一上去就崩刀,华菱超硬BN-S20牌号精加工齿轮外圆,硬度HRC60,切削参数:ap=2.5mm,Fr=0.12mm/r,Vc=90m/min。切削效果:在华菱立方氮化硼刀具BN-S20牌号的切削速度是陶瓷刀片的一倍的情况下,刀具寿命是陶瓷刀片的15倍,即提高了切削效率,又节省的刀具费用,并且刀具磨损是正常磨损,而不是人们所担心的刀片崩损。

华菱微信公众号:郑州华菱超硬材料有限公司
联系人:谭春萍
手机:15670623393
QQ:2044262268
传真:0371-67981990
立方氮化硼刀具:http://www.hlcbn.com/
CBN刀片:http://www.hlcbn.com/
精加工齿轮选择什么刀具【华菱超硬刀具专业精车齿轮】
| 




