商铺名称:厦门亿佳天辰贸易有限公司
联系人:张工(先生)
联系手机:
固定电话:
企业邮箱:1554241055@qq.com
联系地址:
邮编:
联系我时,请说是在牵牛钢材网上看到的,谢谢!
商品详情
文章采用 PLC和变频器实现电梯常规控制的基础上,利用旋转编码器发出的脉冲信号构成位置反馈,实现电梯的精确位移控制。通过PLC程序设计实现楼层计数、换速信号、门区和平层信号的数字控制,取代井道位置检测装置,提高了系统的可靠性和平层精度。 一、引言 随着城市建设的不断发展,高层建筑不断增多,电梯作为高层建筑中垂直运行的交通工具已与人们的日常生活密不可分。目前电梯的控制普遍采用了两种方式,一是采用微机作为信号控制单元,完成电梯信号的采集、运行状态和功能的设定,实现电梯的自动调度和集选运行功能,拖动控制则由变频器来完成;第二种控制方式用可编程控制器( PLC)取代微机实现信号集选控制。从控制方式和性能上来说,这两种方法并没有太大的区别。国内厂家大多选择第二种方式,其原因在于生产规模较小,自己设计和制造微机控制装置成本较高;而PLC可靠性高,程序设计方便灵活。本设计在用PLC控制变频调速实现电流、速度双闭环的基础上,在不增加硬件设备的条件下,实现电流、速度、位移三环控制。 二、硬件电路 系统硬件结构图如图 1所示,其各部分功能说明如下。
Q1――三相电源断路器 K1――电源控制接触器 K2――负载电机通断控制接触器 VS――变频器 BU――制动单元 RB――能耗制动电阻 M――主拖动曳引电机 1、主电路 主电路由三相交流输入、变频驱动、曳引机和制动单元几部分组成。由于采用交-直-交电压型变频器,在电梯位势负载作用下,制动时回馈的能量不能馈送回电网,为限制泵升电压,采用受控能耗制动方式。 2、PLC控制电路 选用OMRON公司C系列60P型PLC。PLC接收来自操纵盘和每层呼梯盒的召唤信号、轿厢和门系统的功能信号以及井道和变频器的状态信号,经程序判断与运算实现电梯的集选控制。PLC在输出显示和监控信号的同时,向变频器发出运行方向
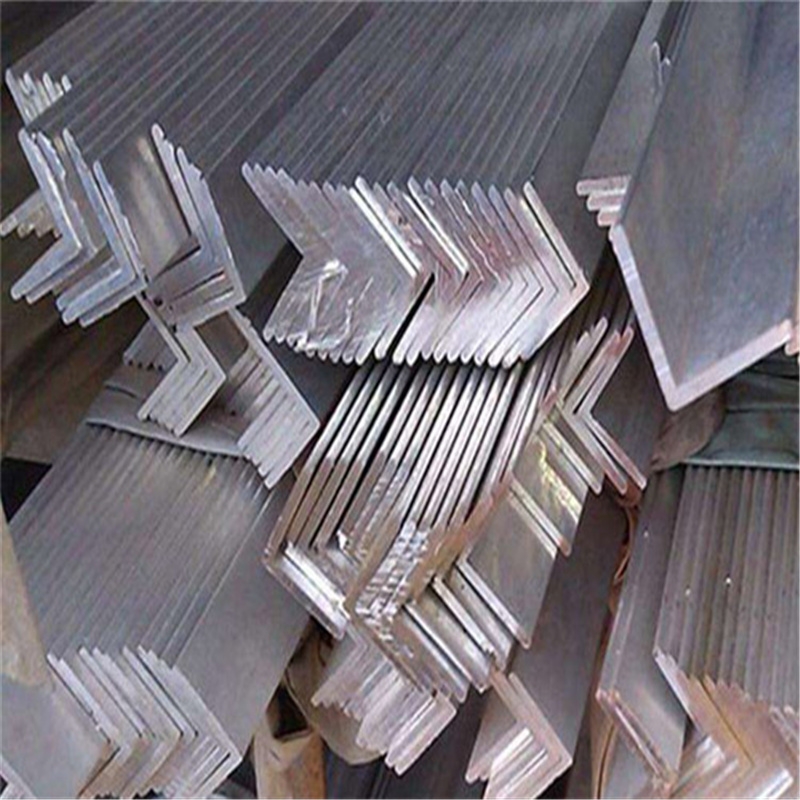
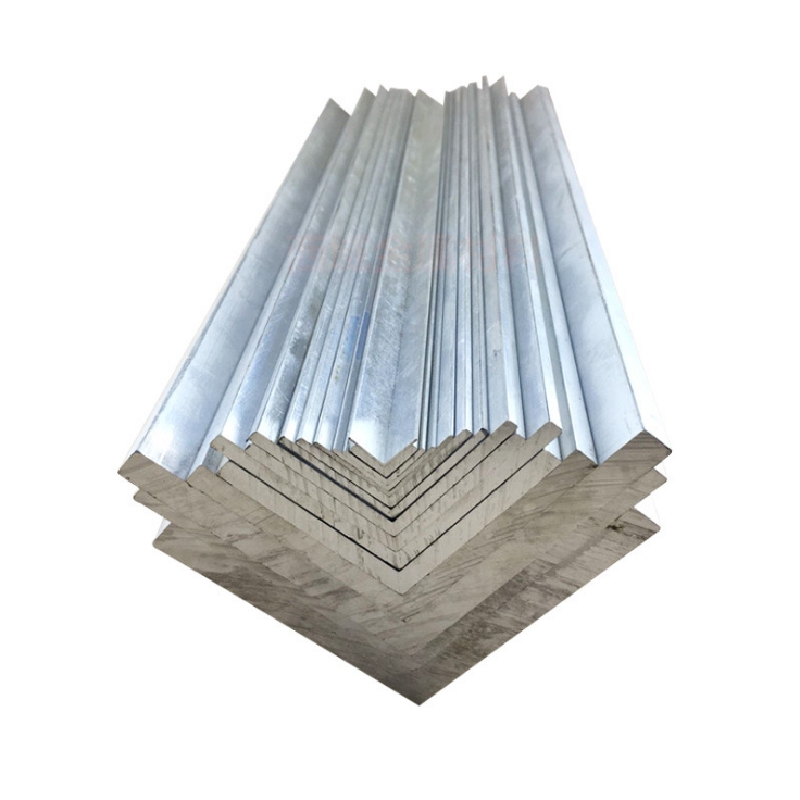
金属腐蚀与保护一直是工业生产中极受重视 的, 每年都会有大量金属制品因腐蚀严重 而报废。解决钢板防腐问题的重要途径之一 是基板镀锌。热镀锌钢板因其耐腐蚀性能良好, 使用寿命长且生产成本较低,在建筑、 汽车制造、家用电气、电子技术等众多工业领域中获得广泛应用,其需求量在不断增 长。
工艺概要
带钢连续热镀锌工艺有森吉米尔法、改良森吉米尔法和 美钢联法3 种。森吉米尔法和改良森吉米尔法工艺简单, 产品成本低,但由于采用火焰直接加热,虽然能烧掉钢 板表面的轧制油,但影响带钢表面质量,也不利于生产 薄规格产品。美钢联法在退火炉前设置清洗段,采用电 解脱脂,可将钢带表面油污完全除掉,另外,该工艺采 用全辐射管还原炉加热带钢,因而镀锌层的表面质量较 好。该工艺虽然相对复杂,热效率低,但它可以生产表 面质量更好、厚度更薄的热镀锌钢板,而且可以降低炉 内的H2 含量,提高安全性,因而新建的热镀锌机组大 部分采用美钢联法。
控制系统
整体上来说,带钢连续热镀锌生产工序可以分为如下五大部分:原板准备――镀前处理――热镀锌――镀后处理――成品检验原板准备是将原料卷经上料开卷、焊接后连续的供给生 产线;镀前处理时将带钢表面的油污、铁粉等清楚干净, 使之形成一个合适镀锌的表面,并对冷轧后的钢卷进行 再结晶退火软化带钢,为镀锌做准备;热镀锌是在带钢 表面镀上一层均匀、表面光洁的能与带钢牢固结合的锌 层并控制锌层厚度;镀后处理就是通过对热镀锌带钢进 行拉伸弯曲矫直、钝化、涂膜和涂油等处理工序,使热 镀锌带钢能达到所需的机械性能和防腐要求;成品检验 标准是按照国家、企业和用户要求等对成品热镀锌板在 线、离线进行一系列的性能检验。
Q1――三相电源断路器 K1――电源控制接触器 K2――负载电机通断控制接触器 VS――变频器 BU――制动单元 RB――能耗制动电阻 M――主拖动曳引电机 1、主电路 主电路由三相交流输入、变频驱动、曳引机和制动单元几部分组成。由于采用交-直-交电压型变频器,在电梯位势负载作用下,制动时回馈的能量不能馈送回电网,为限制泵升电压,采用受控能耗制动方式。 2、PLC控制电路 选用OMRON公司C系列60P型PLC。PLC接收来自操纵盘和每层呼梯盒的召唤信号、轿厢和门系统的功能信号以及井道和变频器的状态信号,经程序判断与运算实现电梯的集选控制。PLC在输出显示和监控信号的同时,向变频器发出运行方向
金属腐蚀与保护一直是工业生产中极受重视 的, 每年都会有大量金属制品因腐蚀严重 而报废。解决钢板防腐问题的重要途径之一 是基板镀锌。热镀锌钢板因其耐腐蚀性能良好, 使用寿命长且生产成本较低,在建筑、 汽车制造、家用电气、电子技术等众多工业领域中获得广泛应用,其需求量在不断增 长。
工艺概要
带钢连续热镀锌工艺有森吉米尔法、改良森吉米尔法和 美钢联法3 种。森吉米尔法和改良森吉米尔法工艺简单, 产品成本低,但由于采用火焰直接加热,虽然能烧掉钢 板表面的轧制油,但影响带钢表面质量,也不利于生产 薄规格产品。美钢联法在退火炉前设置清洗段,采用电 解脱脂,可将钢带表面油污完全除掉,另外,该工艺采 用全辐射管还原炉加热带钢,因而镀锌层的表面质量较 好。该工艺虽然相对复杂,热效率低,但它可以生产表 面质量更好、厚度更薄的热镀锌钢板,而且可以降低炉 内的H2 含量,提高安全性,因而新建的热镀锌机组大 部分采用美钢联法。
控制系统
整体上来说,带钢连续热镀锌生产工序可以分为如下五大部分:原板准备――镀前处理――热镀锌――镀后处理――成品检验原板准备是将原料卷经上料开卷、焊接后连续的供给生 产线;镀前处理时将带钢表面的油污、铁粉等清楚干净, 使之形成一个合适镀锌的表面,并对冷轧后的钢卷进行 再结晶退火软化带钢,为镀锌做准备;热镀锌是在带钢 表面镀上一层均匀、表面光洁的能与带钢牢固结合的锌 层并控制锌层厚度;镀后处理就是通过对热镀锌带钢进 行拉伸弯曲矫直、钝化、涂膜和涂油等处理工序,使热 镀锌带钢能达到所需的机械性能和防腐要求;成品检验 标准是按照国家、企业和用户要求等对成品热镀锌板在 线、离线进行一系列的性能检验。
170CPS11100
170XTS01100
170XTS01200
170ADI34000
170ADI34000C
170ADI35000C
170ADI54050
170ADI74050
170ADO34000
170ADO34000C
170ADO35000
170ADO35000C
170ADO53050
170ADO54050
170ADO73050
170ADO74050
170ADO83030
170ADM35010
170ADM35010C
170ADM35011
170ADM35015
170ADM37010
170ADM37010C
170ADM39010
170ADM39030
170ADM39030C
170ADM54080
170ADM69051
170ADM85010
170ARM37030
170AAI03000
170AAI03000C
170AAI14000
170AAI14000C
170AAI52040
170AAI52040C
170AAO12000
在线询盘/留言