商铺名称:江苏三晶增材制造材料有限公司
联系人:颜经理(先生)
联系手机:
固定电话:
企业邮箱:even@3dmaterialsworld.com
联系地址:海陵工业园区迎春东路98号1幢405室
邮编:225500
联系我时,请说是在牵牛钢材网上看到的,谢谢!
江苏三晶增材制造材料有限公司专业生产镍基合金粉末,钴基合金粉末,铁基合金粉末,镍基碳化钨合金粉末,铜基粉末。
适用工艺:喷焊工艺,堆焊工艺,超音速喷涂工艺,等离子喷涂工艺,激光打印工艺。
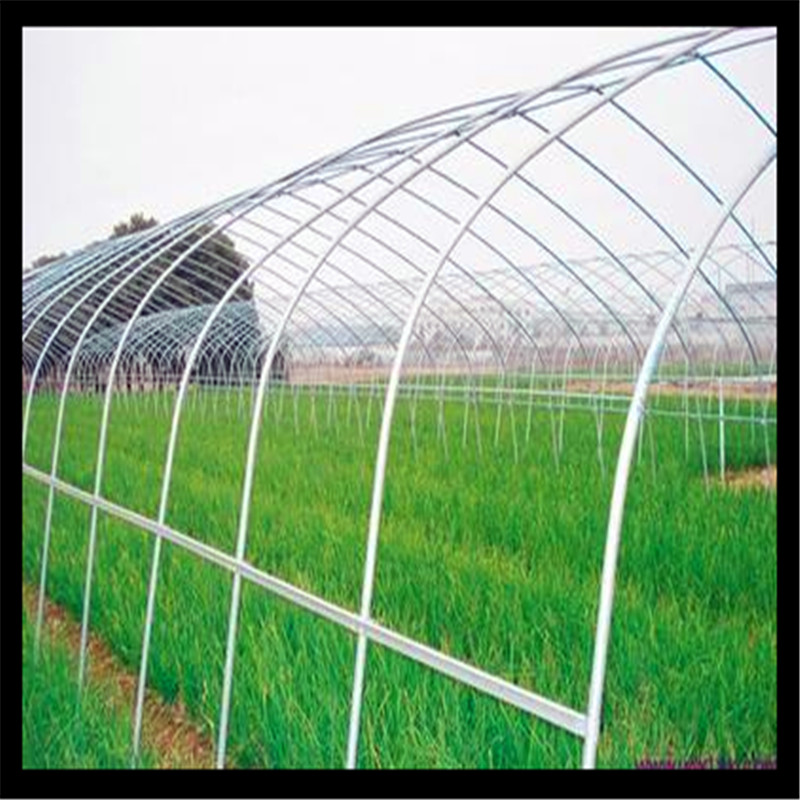
适用产品:石油化工机械,煤炭机械,泵阀机械,轻工行业,电线电缆行业,印刷造纸行业,冶金行业等
镍基合金主要是镍铬硼硅合金。此类合金熔点低,自熔性好,具有良好的高温强度和优良的耐磨损、耐高温、抗热震冲击、抗氧化性能和优良的耐强酸、氧化-还原复合介质、 卤族以及化合物、强还原介质、碱性介成、含有氯离子的氧化还原介质的腐蚀。主要用于石油、化工、环保、航天以及核工业等行业的各类零部件的制造、修复和预保护。
二步喷焊法。二步法即先完成喷涂层再对其重熔。喷涂与重熔均用大功率喷枪,例如喷、焊两用枪,使合金粉末充分在火焰中熔融,在工件表面上产生塑性变形的沉积层。喷铁基粉末时用弱碳火焰,喷镍基和钴基粉末时用中性或弱碳火焰。
喷粉每层厚度<0.2mm,重复喷涂达到重熔厚度,一般可在0.5~0. 6 mm时重熔。如果喷焊层要求较厚,一次重熔达不到要求时,可分几次喷涂和重熔。
重熔是二步法的关键工序,在喷涂后立即进行。用中性焰或弱碳化焰的大功率柔软火焰,喷距约20 ~ 30mm,火焰与表面夹角为60°~ 75°,从距涂层约30mm处开始,适当掌握重熔速度,将涂层加热,直至涂层出现“镜面”反光为度,然后进行下一个部位的重熔。
重熔时应防止过熔(即镜面开裂),涂层金属流淌,或局部加热时间过长使表面氧化。多层重熔时,前一层降温至700℃左右,清除表面熔渣后,再作二次喷熔。重熔宜不超过3次。
镍基Ni65是高硬度的镍铬硼硅合金粉末。自熔性、润湿性和喷焊性优良,而且熔点比较低,喷焊层具有硬度高、耐蚀、耐磨、耐热特点,难以切削,以湿式磨削为宜。
粉末化学成分(Wt%)
C:0.5-1.0 Cr:14-20 Si:3.5-5.5 B:3.0-5 Fe:<8.0 Ni:余量
粉末熔化温度:1000-1100℃
喷焊层硬度:HRC62-67