商铺名称:吴桥盈丰钢结构铸钢件制造有限公司
联系人:尚经理(小姐)
联系手机:
固定电话:
企业邮箱:18932792579@189.com
联系地址:吴桥县经济开发区黄河路南香山道西
邮编:61800
联系我时,请说是在牵牛钢材网上看到的,谢谢!
多角度钢结构铸钢节点的研制
上海新国际博览中心是采用典型的树状钢结枸建筑新理念,使用铸钢节点作为树状结构的连接节点的大 型现代化场馆。这些铸钢节点形状复杂、要求高、质量大,制作难度大。主要介绍铸钢节点的设计、铸造技未要求、 标準的选用、铸造及质量控制等技术,为今后大型现代化场馆选用铸钢节点树状钢结构建筑提供借鉴。

树状钢结构 铸钢节点 砂型铸造 GS-20Mn5V
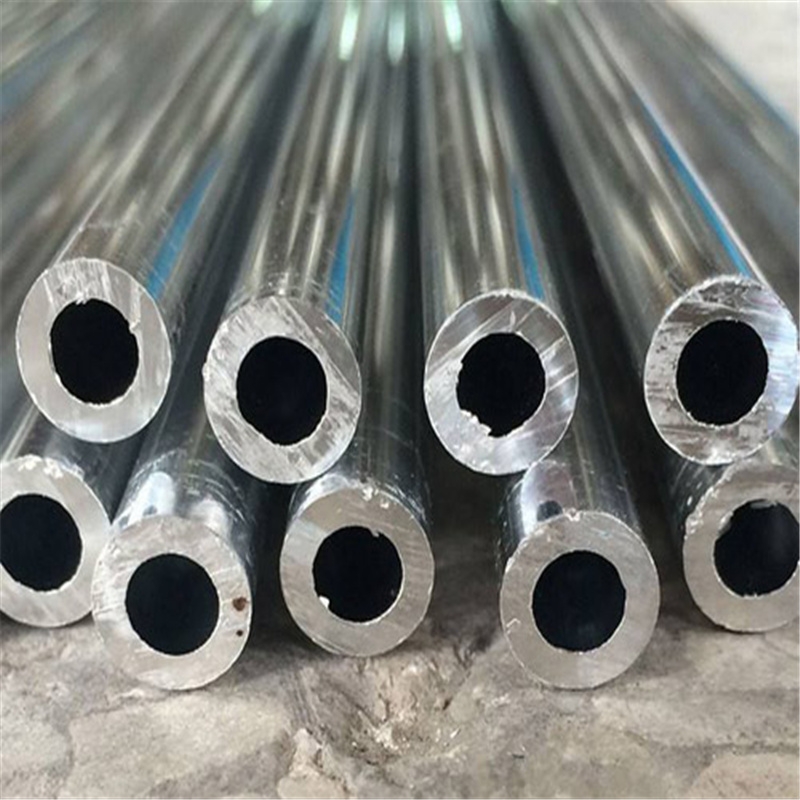
云南昆明大型铸钢厂供应大型铸钢节点
上海新国际博览中心是由德国慕尼黑国际博览 公司、杜塞尔多夫展览公司、汉诺威展览公司共同参 股建设,为上海市2000年重点工程之一。工程主体 由美国Murphy/Jahn设计事务所承担主设计,采用典 型的树状钢结构建筑新理念,使用铸钢节点作为树状 钢结构的连接节点。上海新国际博览中心室内展览 面积20-6万m2,展览总面积25.6万n?,如此大规模 的铸钢节点网架钢结构建筑在国内尚属建造。

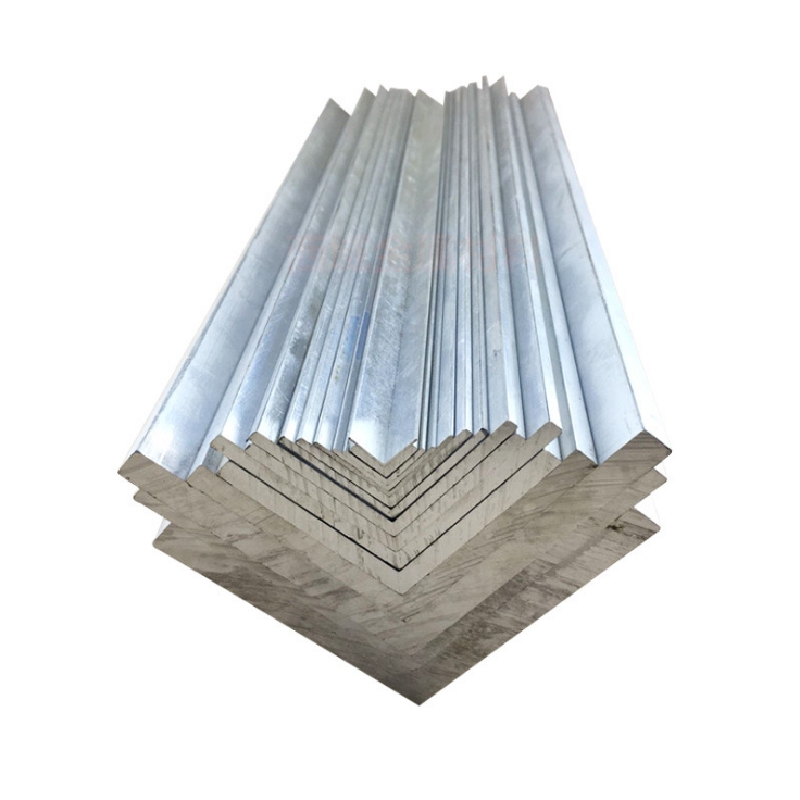
节点采用铸钢形式,其形状复杂(见图1), 一个 节点连接着10根钢管,而且有许多两管相贯、倒锥 度、8字型管口;尺寸多(三维空间尺寸);质量大,的节点单质量达1 300 kg;尺寸公差小、精度高 (管接口尺寸公差±1.5 mm,相邻管接口其角度偏 差W25',表面粗糙度Ral2.5)o如此高的要求,其 铸造难度是相当大的。铸钢节点还须做超声波探 伤,主要部位要达到《铸钢件超声探伤及质量评级标 准XGB/T7233)规范的H级标准。
1铸铜节点的设计和铸造技术要求
1.1节点的设计和计算
上海新国际博览中心仅1号展厅铸钢节点就有
sand casting GS-20Mn5V
143种规格,1 446件,总质量514 t。5号展厅节点 有109种规格、1 452件,质量约500 to这些节点绝 大多数是采用半空心、半实心模型(图1)。设计中 节点的显著特点是:节点上诸多的连接管其管中心 的受力点是汇合于一点的。采用半空心、半实心模 型节点在设计上既考虑了强度设计之极限承载力的 安全系数要求,又考虑了节点实心的自重大,对整个 网架结构的不利影响、材料的浪费,同时还考虑到材 料淬透性对材料性能的影响(按德国DIN标准的要 求,铸件壁厚不应大于160 mm,而一般钢材壁 厚要求是不大于180 mm)o
在设计计算中采用Unigraphics Solutions Inc公 司的1-Deas三维软件对铸钢节点的体积、质量、质 心位置及表面积进行了计算。利用计算机对节点进 行立体造型,使工艺设计、木模制作有直观感,对实 际操作大有帮助。对节点受力进行分析,从铸造角 度对建筑设计返馈改进建议。
1.2 铸钢节点铸造标准的选用及技术要求

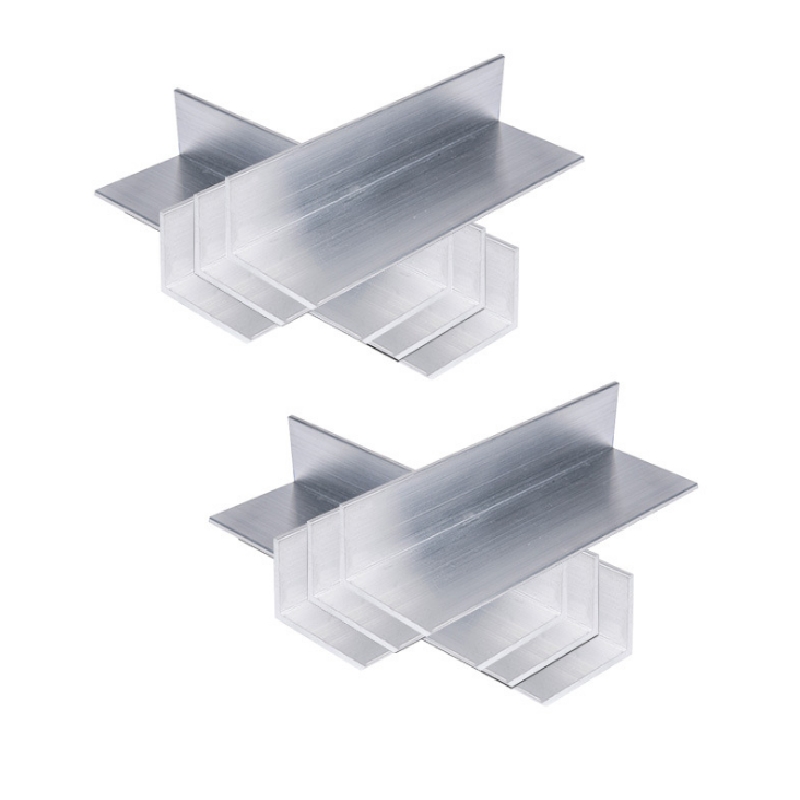
多角度钢结构铸钢节点
按德国原设计其铸钢节点的材料是选用 DIN17182中的GS-20Mn5V,材料的化学成分及 机械性能见表1(摘自DIN17182表1及表3)o
铸钢节点的外形尺寸需符合DIN1680的 部分(管.口公差±1.5 mm,角度偏差W25'),铸钢节 点工艺性,焊接性能等须符合DIN1690部分要 求,铸钢节点无损检测采用超声波探伤检测,管口焊 缝区域150 mm以内要求超探UT判定等级为口 级,其余为皿级。节点表面质量应符合设计要求的 2S2或国标Ral2.5o由表1可见,德标(或欧盟标 准EN10213)对铸钢的化学成分及机械性能的要求 是很严谨的,比我国国标GB/T7659、日本标准JIS G5102,美国标准ASTM A216都严格得多,甚至比 我国的《低合金高强度结构钢XGB/T1591)中Q390 的要求还高,这对铸造厂商来讲难度是较大的。
2铸钢节点的铸造
2.1 铸造工艺设计与木模制作是铸造的关键
本次铸钢节点的模型釆用的是常用的木模模 型。节点是三维立体结构,在铸造工艺设计过程中 对节点按型面分类相当困难。根据不同系列类型的 节点之结构特点,采用多种形式的分型面选择,有曲 面分型、平面分型;有整体堤芯、连体泥芯、单个堤芯;有自来堤芯及综合采用的。曾做了多种方案 的试验,选择了方案,确保铸件组织致密,表面 质量好,尺寸精确,造型有可操作性。
木模的制作要求很高,特别是角度的制作、三维

尺寸的检测、角度的检测是相当难的。为此,采用了 正交平板投影法,通过一些特殊的测量手段,组成三 维坐标系将木模及其后的铸件(节点)的尺寸及角度 精确地测量出来。
造型工艺
节点采用树脂砂造型工艺,树脂自硬砂铸造尺 寸精度较高,表面质量较好。由于节点体积大,局部 热节大,利用计算机模拟浇注分析结果,对节点热节 部位易粘砂问题,采用了耐火度较高的铭铁矿砂来 提高其抗粘砂能力。生产中严格控制配砂、控制型 砂性能,提高表面稳定性,控制起模时间。造型中涂 料的涂刷也是很重要的。
治炼及热处理
节点的材料GS-20Mn5V的化学成分控制要求 很严,对于釆用电弧炉来冶炼GS-20Mn5V,对S的 控制是有一定难度的。在生产中除了控制废钢质 量,加强还原期的脱S操作之外,需特别注意熔炼前 期去硫措施,严格控制还原后期的S含量,出钢时钢 渣同出,确保成品SW0.015%。
由于节点结构特殊,铸造热节大,为保证节点的 内外质量,防止粘砂,必须严格控制出钢温度,严禁 高温钢。表1中给甲博览中心5号展厅实际生产中 节点GS-20Mn5V的化学成分及机械性能的范围与 平均值。
GS-20Mn5V的热处理按DIN17182的规定应 采用淬火+回火,且标准中有严格的温度范围规定, 可以根据炉子特点选择。热处理工艺中加热速度取 决于化学成分、铸件的断面大小及形状,保温时间取 决于铸件的壁厚及装炉堆料状况。根据节点这 种特殊铸件,管子与中心部位之壁厚差距甚大,管口 管壁很薄,若采用淬火炉原翻转机构入水,则易使管 口碰扁损坏,生产中采用了专门工装,整体入水淬 火,有效解决了碰撞问题。节点在实际水淬中情况 很好,未发现因水淬而使节点产生裂纹的现象。
铸钢节点的后处理
铸件的后处理包括开箱-清砂-切割浇冒口系 统-局部缺陷一焊补一打磨一热处理-抛丸- 打磨f无损检测一最终喷丸处理一防锈处理-喷漆 等。
GS-20Mn5V材质的焊接性能很好,按要求做了 焊接工艺评审。焊接试块的焊接性能和弯曲性能良 好,在生产中未发现焊接裂纹问题。
按合同要求,节点的探伤报告必须是一件一套, 在节点的后处理工序中,打磨工作的要求较高 (Ral2.5),以利于探伤,超声波探伤的工作亦是很 繁重的。
3铸钢节点的质量控制
质量控制是生产合格铸件的基本保证。上海新 国际博览中心是上海市重点工程。根据合约,制造 商必须实行全过程质量控制,并接受监理对制造全 过程的和随时检査。
云南昆明大型铸钢厂供应大型铸钢节点
节点在铸造过程中主要有如下重点控制:
1)木模质量控制。木模100%检测,采用三维 坐标系统对木模各部分尺寸、角度、表面光洁度进行 检测,检验报告存档备査。
2)材质报告按炉号提供,按DIN17182标准的 要求提供每一炉钢的化学成分及机械性能报告,并 备以复验试样提供给用户。
3)采用直读光谱仪(SPECTRO LAB)按 DIN17182标准控制其元素含量及分析误差。
4)节点,按合同要求,对每一件进行超声波探伤 检测。
5)每一个节点必须铸出型号、炉号、件号,实施 一件一卡。