

�������ƣ���ɽ����ԣ���������˾
��ϵ�ˣ���������������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺zy18923253728@163.com
��ϵ��ַ����ɽ��˳�����ִӸ������粻���B������·42-46��
�ʱࣺ528315
��ϵ��ʱ����˵����ǣţ�ֲ����Ͽ����ģ�лл��

























��˾����Purchase notice
��ɽ����ԣ���������˾��λ�ڣ���ɽ��˳�����ִӸ������粻���B������·42-46��,����λ�ڷ�ɽ��˳����������ˮ�ڹ�ҵ����רҵ�������з�������SUS304-316L�Ȳ��ʡ�����ֻ�е����ܡ����������ò���ֹ���ܣ���ҵ�ܣ��������ʳƷ�������ܡ�����ֱ�������ˮ�ܡ��ܼ��ȡ���Ʒ�����Ϲ���GB������ASTM��ŷ�ꡢ�ձ�JIS��ִ�б�����ԣ����ֲ�Ʒ�㷺Ӧ����ʳƷ��װ��е������豸�������Ʒ��ʯ������������ֽ����ơ�������ҩ����ˮ�������̡�ҽԺ��ѧУ����ҵ��������Ŀ����ԣ����ֹܲ�Ʒ�����ۺϽ��������Ӧ�ñ鼰�й����������������֪Purchase notice
1.��Դ˵��
����һ�ֻ�Դ����˾�������ڶ̣���ƷƷ���б�֤�ȡ�
2.���ʽ
֧�ֻ�����������������30%-50%���������Ͽͻ����Ʋ�Ʒ���ȡ�
3.�˻�������
���跽ԭ����ɵ��˻���Ӧ���跽�е������ѡ������ѵȣ��繩��ԭ������˻������ɹ����е������ѡ������ѵȡ�
��Ʒ����Purchase notice
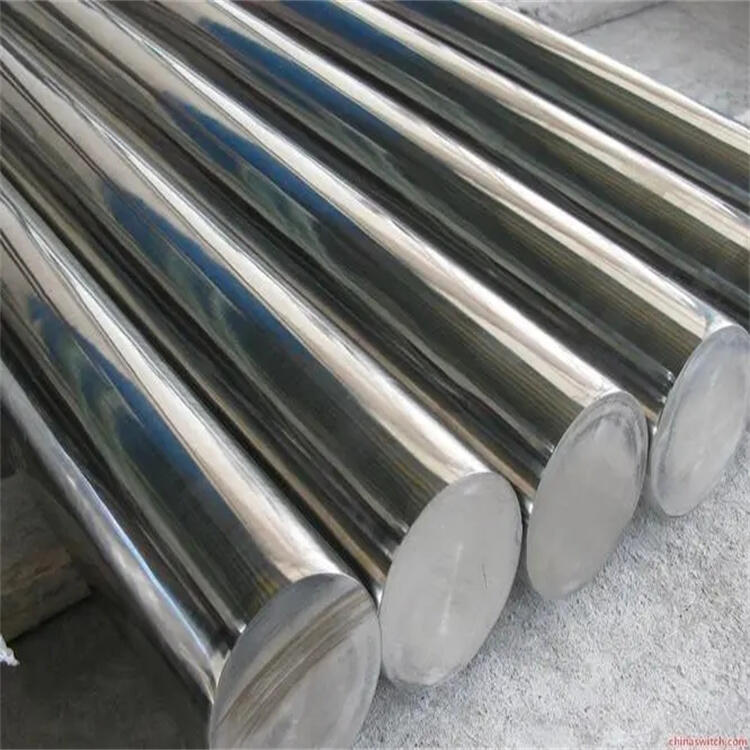
1�����ʱ���316L
2�������ȣ�������6m���ɸ��ݶ���Ҫ����;
3����������⾶����0.2mm����ȣ���0.02mm�����ȡ�5mm;
4�����洦������˿��ĥɰ���⡢8K��6K�����ѽ�õ��𡢺��ѡ���ʯ����ʴ�̵�ơ���յ�ơ�ˮ������ùܹ��գ������⣨����ȼ�����180#��220#��240#��320#��400#��600#������˿����ϴ���ں�����ƽ�����߹���ȴ���
5��316L�㷺Ӧ���ڣ���װ��е��װ諣��Ҿߡ����˹��̡����ӹ����糧����ҩ��е ʳƷ��е������豸����װ��е�������豸����������е��ӡˢ�豸����ϴ�豸�����ͻ�е��������ҵ�豸����֯ӡȾ��е���촬��ҵ��ѹ�������豸 ����������ҵ ҽ����е ��ֽ�������ӿƼ��豸�������豸�������豸���Զ����豸�����������豸����ҵ��
6��316L��������ASTM A312��ASTM A554��GB/T12770��JIS G3446
7��316L�����ص㣺����ֹ��ص㣺��ɰ�ۡ���ɰ�ס��ڵ㡢���ѷ졢����ƽ�������䡢�и���Ӽӹ��������ƣ��������ȶ�����Ʒ�����й�GB������ASTM���ձ�JIS�ȹ淶��
310s�������Բ����һ�����Ȳ���֣��������õĿ������Ժ���ʴ�ԡ��㷺Ӧ��������Ĥ������Բ�ܵ������ڲ��ϵĹ���Ҫ��ϸߣ�һ��ĸ�ĺ������ϵIJ����Ԫ�ز����������ӹ��ղ������������������ã���Բ�ܵ��еĽ��ʸ�ʴ������Ӧ����ԭ�ᵼ��ʹ�����ص���Բ�ܵ�����ȱ�ݣ���������������ص��������������ҷ���һ����δ���310s�������Բ�ܵ����ƣ�
һ��ֱ�Ӻ����ѷ죺
1�������ӡ����ѷ�������˵������6mm�����10mm���Է�ֹ����ĥ������������չ��Ȼ���ý�ĥ����ĥ�۽Ǧ�= 60�㣬��϶b = 3.2mm���۱�p = 1.5mm�IJۡ��ѷ�֮��ľ����ǹ��۵ij��ȣ�����ͻ��ĵĹ��ɱ���ͨ���ѷ�ױ���ĥ�����ҹ���������ͣ����������м����ࡣ
2�� ����ʹ��ZX7-400A������ֱ�����ӣ����Ӳ���A402��_3.2mm���ڵײ������ǣ����ӵ���Ϊ110A��
3�����û������桢������ǡ������桢˫��ǡ�3�ǡ�ÿ����ͷ��Ҫ������ϴ��ÿ����ͷ������15�������ҽ�������ȷ��û��ȱ�ݡ����ӷ����Ǵ������ң�����˳���Ǵ�һ�㵽��һ�㡣
4�������������Ӧƽ��������߶�h h1mm�����ȡ�4mm����ɫ����ϸ������ʹ�á�
���� �ڲ�����
�ڲ����õ����ӻ�����Բ�ܵ����Ѳ�����ȫ �����ڳ�����Ϊ150 mm����Բ�ܵ����ģ������˿ɼ����Ƴ�20 mm��Ȼ�����ھ����ĸ�ijߴ磬ѡ����ͬ���ϵIJ��飬���г��IJ��ֽ��к�������
1��ĥ�Ϻ���Ա���Ӧ�����У�ʹ���Ӻ���˳�����ɣ��������ڶ������߸���1���ף�Ȼ���Ľ�ĥ��Բ����316�������Բ�ܺ���v��б�ڣ���������������͡�������ʡ��Ƽ��¶ȳߴ磺�¶Ȧ�=60�㣬Ԥ����϶b=3.2-4.0���ף��۱�p=1.5-2.0���ס�����ʱӦ�ϸ���Ƽ�϶�ߴ磬����һ�¡�
2�������豸��������������ZX7-400A���������ֱ��������������������ֱ����ת��ʹ���ӹ��̾������õĵ绡�ȶ��Ժ�С�ɽ����Ӷ���һ����֤����������ͨ��벻������к��ӣ��Է�ֹ�缫�绡������������Բ�ܵ��в����豸����� A402��3.2mm�缫���ڵ绡������䡣���ӵ���������85-105A��ÿ���绡��3-4S����ȴ���绡�ڷ�������С��
-
���հ����岻���TP347-����

-
�Ϻ�˫����2507-����ֹ�

-
ɽ��˫����F53-�������ͨ

-
�㽭˫����1.4460-����

-
���հ����岻���TP347H-��

-
ɽ�������岻���310S-�����

-
ɽ��˫����1.4460-����

-
�������ؼ������310MoLN-
-
�㽭���ؼ������724L-�����

-
�㽭�����岻���S31703-��

-
����Ӳ�������SUS630-����

-
���հ����岻���317L-������
-
�Ϻ�˫����F55-����ֱ�
-
ɽ��˫����2507-����ֱ�
-
�㽭�����岻���TP347H-��

-
���հ����岻���TP347-����
-
�Ϻ�˫����2507-����ֹ�
-
ɽ��˫����F53-�������ͨ
-
�㽭˫����1.4460-����
-
���հ����岻���TP347H-��
-
ɽ�������岻���310S-�����
-
ɽ��˫����1.4460-����
-
�������ؼ������310MoLN-
-
�㽭���ؼ������724L-�����
-
�㽭�����岻���S31703-��
-
����Ӳ�������SUS630-����
-
���հ����岻���317L-������
-
�Ϻ�˫����F55-����ֱ�
-
ɽ��˫����2507-����ֱ�
-
�㽭�����岻���TP347H-��