商铺名称:江苏劲国重工机械有限公司
联系人:郭先生(先生)
联系手机:
固定电话:
企业邮箱:1482834785@qq.com
联系地址:无锡市新区薛典北路82号
邮编:214000
联系我时,请说是在牵牛钢材网上看到的,谢谢!
公司将以全新的视野和追求,先进的生产技术,独特
的制造工艺,严格的质量管理,创造的产品,竭诚与各界朋友携手并进、共铸辉煌。
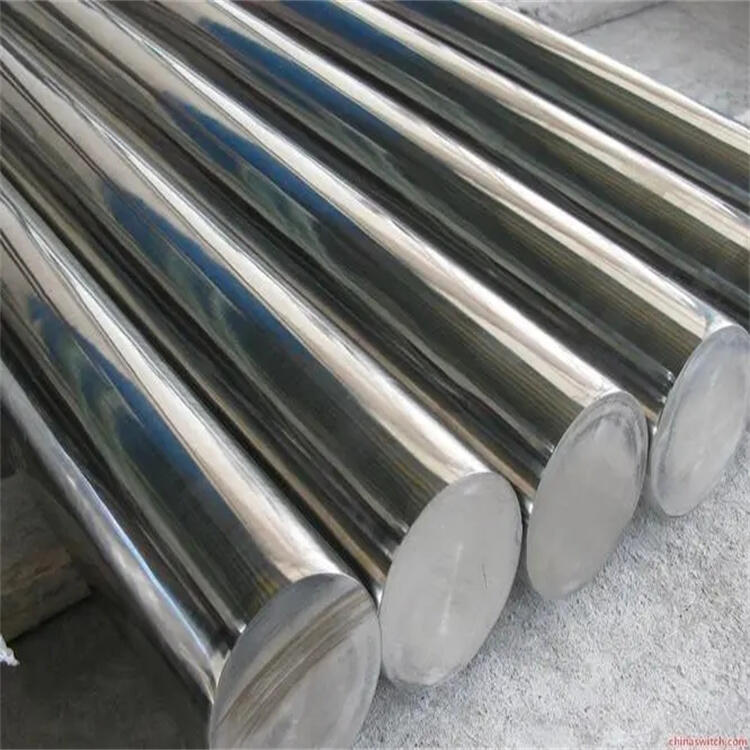
离心铸造的应用:生产效益显著的铸件有:ZG1Cr18Ni9Ti铸造弯头 耐热钢弯头 炉管炉罐炉胆

①双金属铸铁轧辊;
②加热炉底耐热钢辊道;
③特殊钢无缝钢管;
④刹车鼓、活塞环毛坯、铜合金蜗轮;
⑤异形铸件如叶轮、金属假牙、金银介子、小型阀门和铸铝电机转子。

离心铸造最早用于生产铸管,随后这种工艺得到快速发展。国内外在冶金、矿山、交通、排灌机械、航空、国防、汽车等行业中均采用离心铸造工艺,来生产钢、铁及非铁碳合金铸件。其中尤以离心铸铁管、内燃机缸套和轴套等铸件的生产最为普遍。对一些成形刀具和齿轮类铸件,也可以对熔模型壳采用离心力浇注,既能提高铸件的精度,又能提高铸件的机械性能。

生产产量很大的铸件有:
①铁管:世界上每年球墨铸铁件总产量的近1/2是用离心铸造法生产的铁管
②柴油发动机和汽油发动机的汽缸套
③各种类型的钢套和钢管
④双金属钢背铜套,各种合金的轴瓦
⑤造纸机滚筒。

离心铸造的制作工艺 ;金属过滤、浇注温度、铸型转速、渣下凝固、涂料使用、铸件脱型、浇注系统、浇注定量等是在离心铸造生产中必需确定或解决的工艺问题,因为它们直接影响着铸件的质量和生产效率。有些合金液中有较多难于除去的渣滓,可在浇注系统中放各种过滤网清除渣子,如泡沫陶瓷过滤网、玻璃丝过滤网等。浇注温度离心铸件大多为管状、套状、环状件,金属液充型时遇到的阻力较小,又有离心压力或离心力加强金属液的充型能力,故离心铸造时的浇注温度可较重力浇注时低5~10°C。

铸型转速是离心铸造时的重要工艺因素,不同的铸件,不同的铸造工艺,铸件成形时的铸型转速也不同。过低的铸型转速会使立式离心铸造时金属液充型不良,卧式离心铸造时出现金属液雨淋现象,也会使铸件内出现疏松、夹渣、铸件内表面凹凸不平等缺陷;铸型转速太高,铸件上易出现裂纹、偏析等缺陷,砂型离心铸件外表面会形成胀箱等缺陷,还会使机器出现大的振动、磨损加剧、功率消耗过大。所以,铸型转速的选择原则应是在保证铸件质量的前提下,选取最小的数值