商铺名称:杭州海狄金属制品有限公司
联系人:赵素青(小姐)
联系手机:
固定电话:
企业邮箱:1204122708@qq.com
联系地址:杭州市江干区
邮编:
联系我时,请说是在牵牛钢材网上看到的,谢谢!

?
BMOLD透气钢
??以来,中国的模具制造者和使用者受限于技术和材料,模具设计制造能力和生产效率不能有效提高。今天,本公司特地从美国引进bmold透气钢,技术由的美国模具钢研究所(INTERNATIONAL MOLD STEEL)提供。这是一款在模具史上跨时代的革命性材料!
Product Introduction产品介绍
?
BMOLD透气钢是一种能“透气”的钢材(由铬、镍、锰、钼等元素的不锈钢粉末烧结技术提炼而成。内部含有一连串的细孔,占钢材总体积的20%-30%.这种特殊结构,不但拥有透气能力,同时能保持注塑模具所需的高强度,高硬度及抗腐蚀性)
与传统的模具钢做比较,美国BMOLD有透气钢有很多优胜的地方,以下优点如下:
1、解决模具问题:利用透气钢的透气性,可以解决注塑模具注塑时遇到的模具困气、烧焦、花纹、流痕、毛刺、壁厚不匀、产品变形、壁薄产品等难成型问题。
2、减低损耗量:透气钢解决了注塑问题,加强了模具透气性能,减少了模具成型注塑压力及保压时间,减低了生产时的损耗量。同时亦减低了对模具的损害。
3、品质控制:由透气钢所制成的产品,品质良好、尺寸稳定、减少事后加工之需要,特别是减少内应力,减少变形。
4、节约能源:用于注塑时,模腔内的空气能透过模具内的细孔顺利释放,枕压时间得以降低,减少能源消耗,提高生产效率。
型号规格:
BM-158,BM-168,BM-178
以上是美国钢材有限公司(BMOLD)透气钢孔径大小规格,孔径大小可根据客户产品外观、塑胶原料进行选择。
美国模具钢材简介:
Located in Florence KY, facility is centrally situated to ship our North American and global customers.We offer more than raw materials -- we provide solutions to all of your molding challenges. No steel company knows more about steel selection, machining, texturing, polishing, welding or mold coatings, than International Mold Steel, just ask our customers.We have hundreds of innovative mold & die solutions, many of which were developed for a host of Fortune 500 companies including: General Motors, FORD, Apple Computer, Titleist, DELL, Boeing, General Electric, and Motorola, to name a few.We now support customers in North America, South America, Europe and Asia on a variety of diverse projects. Our ability to support you glo is due to our strategic alliances with literally, the best mold steel company in the business.
我们的美国比模特模具钢有限公司座落于位于肯塔基州佛罗伦萨,我们的客户遍布。我们提供不仅仅是原材料――我们会帮你解决所有的成型的挑战。没有钢铁公司比我们知道更多关于钢的选择,加工,抛光,焊接或铸造涂料,比如模具钢,让我们拥有了更多的客户。我们有创新的模具方案数以百计,其中许多是用于财富500强的公司,包括通用汽车,福特,苹果电脑,戴尔,波音公司,通用电气,和摩托罗拉等等。我们现在的客户在北美,南美,欧洲和亚洲的多种多样的项目。我们支持你的能力在是由于我们的战略联盟,实际上,我们是在业务上好的模具钢材有限公司。
?
?
Physical properties物理性能
|
Average pore diameter平均孔径 |
7microm-3microm;25microm-15microm;30microm-20microm |
|
Gasification amount气化量 |
~25% |
|
thickness密度 |
5.8~6.5g/cm |
|
Coefficient of linear expansion线性膨胀系数(在20~150℃) |
7.63~ 8.56 in./in F |
|
Heat transfer coefficient热传递系数(在室温下) |
15.54~ 19.10BTU/ft.hr. F |
|
Buckling strength屈曲强度kgf/mm |
60~80 |
|
Tensile strength拉伸强度kgf /mm |
40~55 |
|
Hardness硬度(HV) |
300-600(30-60 HRC) |
?
?
Advantage优势
?
1.BMOLD与其他透气钢相比,透气性得到提升。
2.尺寸可根据客户要求进行定制。
3.性能可根据客户要求进行调整。
?
Solve problems解决问题
?
1.降低注射压力,减少成型和保压时间。
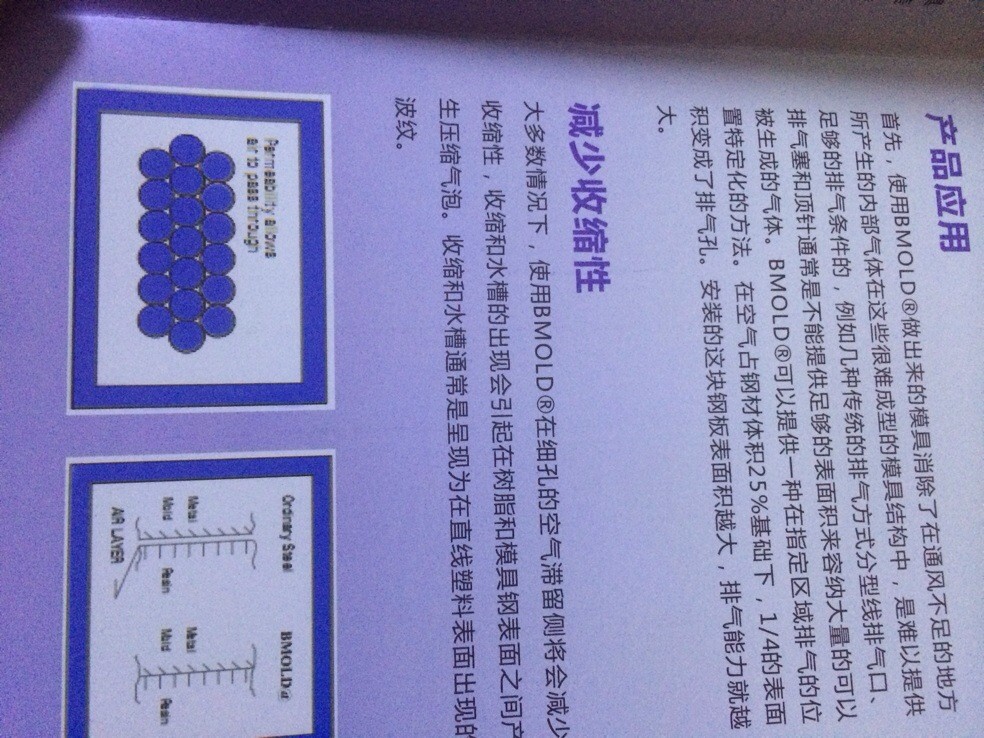
2.由于模具分型面的紧密配合,可以解决开模困难等情况。解决通常利用顶针、镶件等无法提供足够表面区域以容纳可能产生的大量气体等问题,避免了利用分型面或其他排气系统而产生的飞边及其他瑕疵。
3.可使由于浇口偏位、壁厚不匀、壁薄产品等较难成型问题得到解决和缓解。
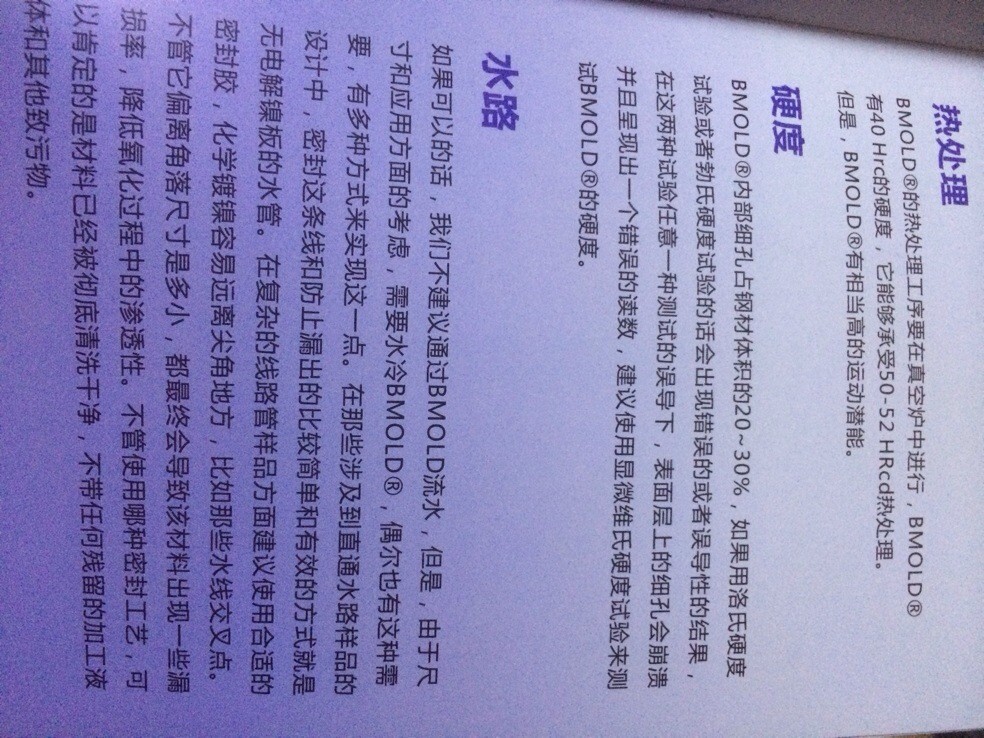
4.由于成型材料高温产生的气体和模具腔内快速聚压产生的烧焦、流痕、缺料、吸气造成的零件变形等缺陷能得到充分解决。
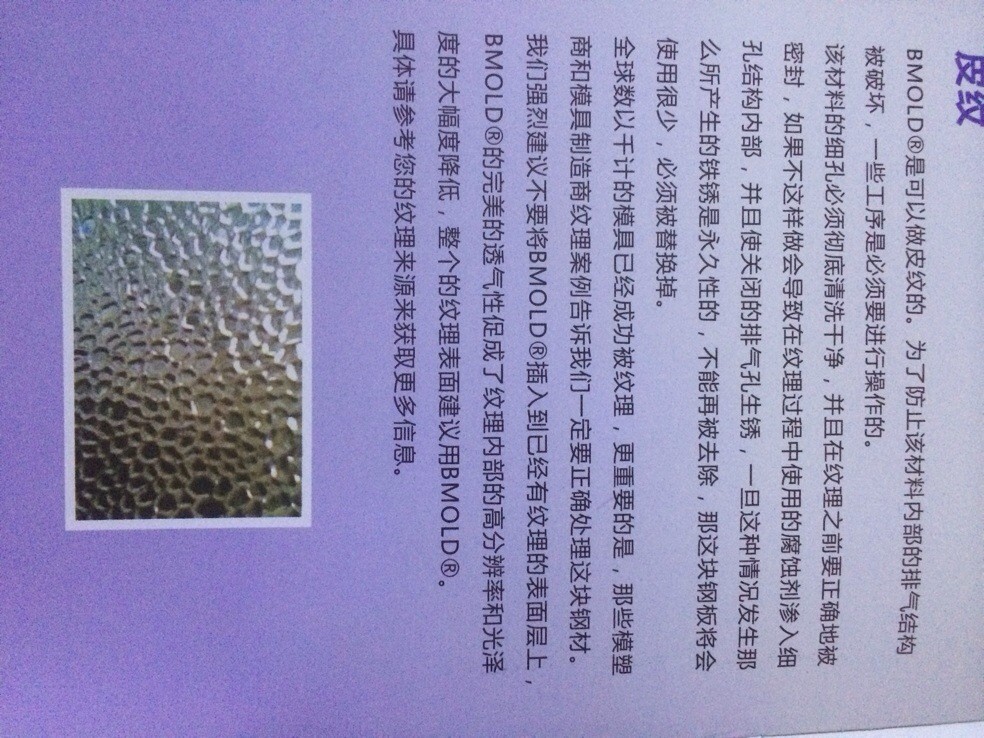
5.表面皮纹的塑料零件,由于高温高压产生的亮光皮纹,能解决要求亚光的表面。
6.降低和消除成型件的内应力,防止产品的变形和曲翘。
7.提高成型生产效率,节约生产成本。
8.可以镶嵌在模具型芯的顶部或侧面。
9.减低损耗量:透气钢解决了注塑的问题,不但减低生产时的损耗量,同时亦减低对模具的损害。
10.品质控制:由透气钢所制成的产品,品质良好,尺寸稳定,减少事后加工之需要,从而提高生产力。
11.节省能源:用于注塑时模腔内的空气能透过模具内的细孔顺利释放,枕压得以降低,减少能量消耗。
?
?
Conditions of Use使用细则
?
一.在进行研磨加工或任何重型切削后,可能会堵塞微孔。应使用线切割、电脉冲和激光等的软切削加工(软切削是指对工件有轻微作用力的,但不至表面组织产生变化的切削模式),在线切割加工时应稍提高加工速度,太慢有可能在微孔里产生电弧,对钼丝不利。加工余量大时可以使用硬切削加工,但须留有0.1~0.2mm余量以软加工来完成。在恢复透气钢的表面进行通气性恢复时,处理之手法有多种:1.处理方法是利用放电加工方法,作镜面加工来清理堵塞透气孔之铁屑。2.以手磨的方法,用420?号研磨砂纸打磨,再以1200?号研磨砂纸抛光后完工。3.处理过程不单于透气钢内模件之正面进行,镶件之内侧表面亦须以同样方法处理,才可恢复镶件之透气性。4.于相接透气钢镶件之模胚上设排气孔。例:在30*30mm2的透气钢镶件背后设一个?10mm左右的通气孔和保养用进气接头。它的作用是:1.把气体导出模具.2.应定期接入高压空气,清除污物,以保持透气钢微孔的畅通。??
??????????二.?透气钢作为镶件时,请尽量跟模架保持1/10的比例大小,即透气钢之体积是1或以上,模架之体积则为10?。透气钢镶件的厚度应保持在30mm-50mm?之间。透气钢镶件的透气度会受其厚度影响,材料愈厚,透气性则愈低,但注意,如镶件太薄的话,可能经不起较大之注射压力。在模具上应合理安排位置、大小和数量。建议在动模上使用。透气钢的透气量的大小和表面积成正比,表面积越大,透气量越大。高度越高,透气量越弱,应合理选择直径和厚度。
??????????三.在恢复透气性处理过程后,把表面上的油秽清除,材料之内部亦保持清洁,要清洁油秽,按照:(1干燥,2超音波洗净,3干燥)的工序进行。要注意在加工时的冷却液流入材料体内,长时间会封堵微孔,应在加工完成后迅速清洗。
??????????四.其他清除油污方法1.由模具中取出透气钢镶件加热至100℃-150℃,让油气化流失,再以压缩空气冲洗表面。2.如镶件跟模架相连,可通过模胚的排气口用压缩空气冲洗,把表面上的油秽清除。
??????????五.切削、研磨、WIRE CUT时所采用的切削油,尽量使用油性一类,如使用水溶性切削油时,于加工后立刻用以上清除油秽方法,尽快除去钢材中之水份。
??????????六.于进行EDM线切割时,好使用直径0.25mm或以上之铜线加工。但如使用直径0.2mm?或以下的EDM铜线时,把切割速度比平常加快1.5倍。
??????????七.透气钢不可进行焊接(烧焊)加工。蚀刻时作加工前后之清洁处理。当发现镶有透气钢内模件的模具之透气性变差时,可尝试进行油秽处理,使其恢复通气性。
??????????八.真空热处理时,会把尺寸收缩或少许变形,请注意预留加工量。
??????????九.切削时要使用M类之超硬合金刀具。不适用于热固性塑胶/橡胶之注塑模具。不适用于要求镜面抛光之模具上。不可使用SILICONE?系之脱模剂。经防锈剂保护之透气钢,于使用前清除由防锈剂形成之油秽。??
??????????十.合理使用抛光,理想的是用超声波机加工。800-1000#砂纸或油石能解决轻微的堵塞微孔的情况,但也要注意磨削物的清理,应随时检查透气性能,好是在装配完成后一边进气一边抛光。加工后用丙酮清洗,如果用超声波加丙酮清洗,效果更佳。装配时不应用硬物直接敲打,这样会闭塞微孔,应用硬木或紫铜等垫板敲入。装配后用丙酮或煤油涂在表面作为介质,利用出气孔进高压空气,检查透气效果。整个表面应都均匀、有力地冒气泡为正常。如发现透气性能下降,可以用强化机、电脉冲、激光等软加工方式弥补,并用丙酮清洗,待完全干燥后即可恢复。由于材料是网状微孔组织,不可用作大面积或整体的模具结构,否则会造成塑料制品精度下降和模具寿命降低。
?
透气性能失效的解决方法:
?
透气钢使用一段时间后,透气质量下降:1.有塑料碎屑或焦油堵塞微孔,应使用合适的塑料稀释溶剂,一小时后再进高压空气检查透气质量。2.由于镶件、塑料添加剂、脱模剂等产生的油污堵塞,可由丙酮等清洗表面,再进高压空气检查效果。3.上述仍然不能解决问题,须用软加工方式修补,并用丙酮清洗,待完全干燥后即可恢复。不能解决流痕、花纹等:由于流痕等所引起的原因比较复杂,排气不良、冷料穴的大小、料口的形状和位置、模具温度、塑料的性能等。所以要确定是何种原因造成的。