

ЩЬЦЬУћГЦЃКЮоЮ§еїЭМИжвЕгаЯоЙЋЫО
СЊЯЕШЫЃКаэЃЈЯШЩњЃЉ
СЊЯЕЪжЛњЃК
ЙЬЖЈЕчЛАЃК
ЦѓвЕгЪЯфЃК1419993976@qq.com
СЊЯЕЕижЗЃКЮоЮ§ЪаЮ§ЩНЧјЖЋББЬСе§бєДхЖЋЗНИжВФГЧЖўЦк4ДБB3КХ
гЪБрЃК21400
СЊЯЕЮвЪБЃЌЧыЫЕЪЧдкЧЃХЃИжВФЭјЩЯПДЕНЕФЃЌаЛаЛЃЁ
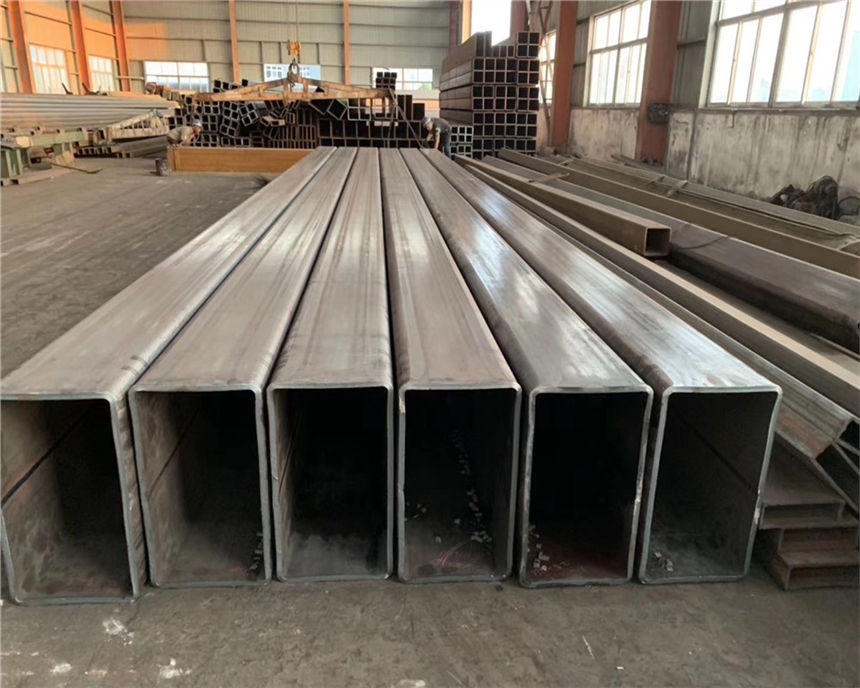
ЯцЮї120*120*10Q345BЗНЙмЩњВњГЇМвЙЄГЬНЈжўгУQ355BЗНЙмЮоЮ§еїЭМИжвЕгаЯоЙЋЫОГЩСЂгк2007ФъЃЌЮоЮ§ЗНЙмГЇЃЌЗНЙмаавЕжаЕФСьОќЦѓвЕЃЌзЈвЕЙЉгІЗНЙмЃЌОиаЮЙмЃЌЪЧЮоЮ§ЗНЙмаавЕжаЕФЙцИёБШНЯШЋЕФЦѓвЕжЎвЛЃЌжїгЊЗНЙмЃЌОиаЮЙмЃЌЖЦаПЗНЙмЁЂШШЖЦаПЗНЙмЁЂДѓПкОЖЗНЙмЁЂЮоЗьЗНЙмЃЌВЛатИжЗНЙмЃЌЗНИжЕШВњЦЗЙцИёЃКЗНЙм10X10-800X800MMКёЖШ;0.3-30MM ОрЙм10X20-700X900MMКёЖШ;0.3-30MMЙмЕШЗНЙмЃЌЙЋЫОЮЛгкга"аЁЩЯКЃ"жЎГЦЕФОМУУїаЧГЧЪаЮоЮ§,ЕиРэЬѕМўгХдН,ППНќ312ЙњЕР,вдМАЛІФўИпЫйЁЂОЉЛІЬњТЗ,НЛЭЈЪЎЗжБуРћ.ДѓПкОЖЗНЙм,ОиаЮЙмЕШИпЦЕКИЙмВњЦЗЙуЗКгУгкЧсИжНсЙЙЧНУцМАЮнУц,ФЛЧН,ЧсИжФОааЬѕ,ЦћГЕжЦдь,ДЌВАжЦдь,ЮяСїЛѕМм,НЈжўаавЕ.ШЋЬхдБЙЄвдШЯецЪЕЮёЁЂОЋвцЧѓОЋЁЂЭХНсЗмНјЕФОЋЩё,ШЋСІТњзуЪаГЁашвЊ,ЦѓвЕгЕгаЗсИЛЕФжЦЙмОбщ,ЧвФмИљОнПЭЛЇвЊЧѓЩњВњИїжжЬиЪтЙцИёЕФДѓПкОЖЗНЙм/ОиаЮЙм.ЙЋЫОгЕгаДѓСПЗНЙм/ОиаЮЙмЯжЛѕ(ПЩДњАьдЫЪф)ЛЖгЙуДѓПЭЛЇЧЂЬИвЕЮёЃЁ


ЮоЮ§ЗНЙм ЗНЙмГЇМвЁЂОиаЮЙмЁЂЗНОиЙмЁЂЮоЮ§ЮоЗьЗНЙмЁЂQ345bЮоЗьИжЙмЁЂЮоЮ§Q345bЮоЗьИжЙмЁЃЪЪгУгкЙЄГЬЁЂУКПѓЁЂЗФжЏЁЂЕчСІЁЂЙјТЏЁЂЛњаЕЁЂОќЙЄЕШИїИіСьгђЁЃЙЋЫОвдСМКУЕФаХгўЁЂгХжЪЕФВњЦЗЁЂалКёЕФЪЕСІЁЂЕЭСЎЕФМлИёЯэгўШЋЙњ30ЖрИіЪЁЁЂЪаЁЂзджЮЧјЁЂжБЯНЪаМАЙњЭтЃЌВњЦЗЩюЕУгУЛЇвРРЕЁЃ ВФжЪАќРЈQ195ЁЂQ215ЁЂQ235ЁЂQ345BЃЈCЁЂDЃЉЗНЙм 16MnЁЂ20ЃЃЁЂЗНЙмЁЂЬМИжЮоЗьЗНЙмЁЂЦеЬМИжЁЂгХжЪИжЁЂЕЭКЯН№ИжЁЃВњЦЗжДааЃКGBЃЏT6725-2002ЃЌGBЃЏT6728-2002ЃЌGBЃЏT3094-2000ЃЌLW/T02-2004ЃЌDIN59410ЃЌJISG3466-88ЃЌEN10210ЕШБъзМЁЃЭЌЪБЙЋЫОНЋвдгХЛнЕФМлИёЃЌХњСуМцгЊЕФЗНЪНЃЌЮЊФњЬсЙЉПьНнгХжЪЕФЗўЮёЃЌЛЖгаТРЯПЭЛЇЧАРДЧЂЬИЮоЮ§ЮоЗьЗНЙмГЇЃЌQ345bЮоЗьИжЙмЃЌ16mnЮоЗьИжЙмЃЌЮоЮ§ЮоЗьЗНЙмЃЌЮоЮ§Q345bЮоЗьЙм
НЙЬПЮЊИЩЯЈНЙХфМгЭтНјНЙЛђЪЊНЙЃЌЪЊНЙМАЭтНјНЙЬПжЪСПећЬхжЪСПНЯИЩЯЈНЙВюЃЌгъМОЪЊНЙЫЎЗжБфЛЏНЯДѓЃЌЩшЖЈЫЎЗжжЕгыЪЕМЪЫЎЗжжЕгаВюОрЃЌдьГЩНЙЬПЪЕМЪгУСПВЛЮШЖЈЁЃдШМСЯГЩЗжОљгаД§ЫѕаЁЦфГЩЗжМАЧПЖШЕШЕФВЈЖЏЧјМфЁЃ4зАСЯжЦЖШвђЫи1КХИпТЏДг2009ФъФЉШЅГ§жааФНЙЃЌЪЙгУЦНЬЈМгТЉЖЗЕФВМСЯФЃЪНКѓЃЌжааФЦјСїЕУЕНЃЌБпдЕЦјСїЯрЖдЗЂеЙЃЌДг2011ФъЩЯВПЕїНкЕФжївЊЗНЯђЪЧЪЪЕБЕФЗЂеЙжааФЦјСїЃЌЮШЖЈБпдЕЦјСїЁЃВМСЯОиеѓзд2011ФъФЉжС2013Фъ6дТВМСЯОиеѓЮЊC333223O443300ЃЌГ§2013Фъ2дТжабЎгЩгкЩеНсПѓХфМгГ§ГОЛвБШР§Й§ДѓдьГЩТЏПіЪЇГЃЖЬЪБМфФкИФЮЊжааФМгНЙБЃжЄЩњВњЭтЛљБОЮоИФЖЏЁЃ
ПЩЩњВњЗЧБъЗНЙмМлИёЕЭЃКЫЭЛѕЩЯУХЁЃЙЋЫОЪЧвЛМввдЩњВњОиаЮИжЙмЮЊжїЕФЗНЙмГЇзїЮЊзЈвЕОиЙмЩњВњМгЙЄЃЌЮоЗьЗНЙмЩњВњМгЙЄЦѓвЕЃЌОиаЮИжЙмЩњВњЙЄвеВЩгУЯШНјЕФШШдўИжЙмЩњВњЯпЩњВњЃЌВњЦЗЯњЭљШЋЙњЃЌВЂВПЗжГіПкЃЌЭЌЪБЖдЭтГаРПРДСЯМгЙЄвЕЮёЃЌПЩИљОнПЭЛЇашЧѓЩњВњИїжжЗЧаЭКХКЭИїжжИжКХИжЙмЁЃЙЋЫОЪЧвЛМвзЈвЕЩњВњИпЦЕКИНгЗНОиЙмЕФЩњВњЦѓвЕЁЃГЕМфХфБИга30ЬѕИпЦЕКИНгЩњВњЯпЃЌетаЉЯШНјЕФЩшБИОљгЩзЈвЕЛЏЕФЮЂЛњВйзїЁЃзїЮЊЗНЙмЁЂОиЙмЕФЩњВњЩЬжЎвЛЃЌЮвУЧЕФФъВњСПНќ100ЭђЖжЁЃВњЦЗИВИЧ20ЁС 20ЁЊ 600ЁС 600ЕФЬиДѓаЭЗНЙмЃЌвдМАРфЭфвьаЭЙмЁЂПЊПкаЭИжЁЂШШдўЗНЙмЁЂЗЧБъдВЙмЁЃ ЬиДѓаЭ600ЁС 600ЁС 25ЗНЙмЩњВњЯпЁЂЩњВњЗЖЮЇ100ЁС 100ЁЊ 600ЁС 600ЃЌБкКё2ЁЊ 25mmЃЌВФжЪЦеЬМИжЁЂВЛатИжЁЂУЬИжЁЂКЯН№ИжЁЃВЂПЩЩњВњЭждВЁЂСтаЮЕШвьаЭЙмЁЃЭфЧњХЄЧњЮЊ1ЃЏ1000вдЯТЁЃ
ЗНЙм 20*20*2
ЗНЙм 30*30*2
ЗНЙм 50*50*3
ЗНЙм 50*50*3.5
ЗНЙм 50*50*3.75
ЗНЙм 60*60*1.7
ЗНЙм 60*60*2
ЗНЙм 60*60*2.3
ЗНЙм 60*60*2.5
ЗНЙм 60*60*2.75
ЗНЙм 60*60*3
ЗНЙм 60*60*3.25
ЗНЙм 60*60*3.5
ЗНЙм 60*60*3.75
ЗНЙм 70*70*2.75
ЗНЙм 70*70*3
ЗНЙм 70*70*3.5
ЗНЙм 80*80*1.8
ЗНЙм 80*80*2
ЗНЙм 80*80*2.3
ЗНЙм 80*80*2.5
ЗНЙм 80*80*2.75
ЗНЙм 80*80*3
ЗНЙм 80*80*3.5
ЗНЙм 80*80*3.75
ЗНЙм 80*80*4
ЗНЙм 80*80*4.75
ЗНЙм 80*80*5
ЗНЙм 100*100*1.8
ЗНЙм 100*100*3-4-5-6-8-10
ЗНЙм 100*100*2.5
ЗНЙм 100*100*2.75
ЗНЙм 100*100*5
ЗНЙм 100*100*3.5
ЗНЙм 100*100*3.75
ЗНЙм 100*100*4
ЗНЙм 100*100*4.5
ЗНЙм 100*100*4.75
ЗНЙм 120*120*2.5
ЗНЙм 120*120*2.7
ЗНЙм 120*120*3.5
ЗНЙм 200*200*5.75ДѓПкОЖЗНОиЙмЃЌЪЧЗНаЮЙмВФЕФвЛжжГЦ#;ЃЌвВБуЪЧБпГЄГжЦНЕФЕФИжЙмЁЃЪЧДјИжЭЈЙ§ЙЄвеДІРэОэжЦЖјГЩЁЃГівЛЬѕЩюЯпРД,;вђЮЊгХжЪЕФТСЙмЪЧБШНЯДПЕФТСВФЫљжЦ,;ТСЫљОпгаЕФСМКУбгЩьад.;ЕБШЛетжжКУВФСЯвЛАугУдкОќЙЄВњвЕЛђЬиЪтаавЕ.;АбТСЙмЕФФкБкгУРћЦїЙЮЁЃ;вЛАуЪЧАбДјИжЭЈЙ§В№АќЃЌЦНЬЙЃЌЧњелЃЌКИНгЙЙГЩдВЙмЃЌдйгЩдВЙмдўжЦГЩЗНаЮЙмШЛКѓМєЧаГЩашЧѓГЄЖШЁЃШєзшАетжжЮЛДэЕФдЫЖЏОЭФбвдЗЂЩњБфаЮЃЌвђДЫИжОЭБЛЧПЛЏЁЃетжжзшАЮЛДэдЫЖЏЃЌЪЙИжЧПЛЏЕФЗНЗЈгаЙЬШмЧПЛЏЁЃЮіГіЧПЛЏЁЂМгЙЄгВЛЏ(ЮЛДэЧПЛЏ)ЁЂТэЪЯЬхЯрБфЕФЧПЛЏКЭОЇСЃЯИЛЏЕФЧПЛЏЕШЁЃЪЕМЪЩЯЖМЪЧИДКЯРћгУИїжжЗНЗЈЃЌИљОнашвЊНјааВЛатИжПЊЗЂЕФЁЃБОЮФНЋЖдИїЧПЛЏЛњРэНјааМђЕЅЫЕУїВЂНщЩмЧПЛЏВЛатИжЕФЪЙгУР§ЁЃЙЬШмЧПЛЏОЭЪЧдкДПН№ЪєжаЙЬШмНјКЯН№дЊЫиЃЌМДдкФИН№ЪєЕФОЇИёЕФдзгМфЯЖНјШыЦфЫћЕФКЯН№дЊЫи(ЧжШыаЭ)ЛђЬцЛЛФИН№ЪєЕФдзг(жУЛЛаЭ)КЭЪЙФИН№ЪєЕФОЇИёЗЂЩњЭсХЄЃЌгЩгкетжжЭсХЄдкОЇЬхФкВњЩњгІСІГЁЃЌзшАСЫЮЛДэдЫЖЏЃЌЖјЪЙЧПЖШЬсИпЁЃ
дкетСНДѓЗНЯђЯТИїЖЭдьГЇгаВЛЭЌаЫШЄЃЌвђДЫЕТЙњЖЭдьаЛсОіЖЈГЩСЂСНИіЮЏдБЛсРДЬсЙЉЕФзЩбЏЗўЮёИјЫћУЧЕФПЭЛЇвЛЖЭдьГЇЁЃЯждкЗжЮЊВњЦЗЗЂеЙЮЏдБЛсКЭжЦГЬЗЂеЙЮЏдБЛсЃЌЖјдкетСНИіЮЏдБЛсЕФЖЭдьГЇДѓМвЖМНєУмЕФКЯзїдквЛЦ№ЁЃНёЬьЕФЖЭдьВњвЕГаЪмРДздШЋЧђЕФбЙСІЃЌвђЮЊПЭЛЇвВГаЪмзХОКељЕФбЙСІЃЌНЋгаИќЖрЕФСуМўКЭЯЕЭГМўЯђЭтВЩЙКЃЌЖјВЩЙКГЩБООіЖЈСЫПЭЛЇГЩЙІгыЗёЃЌБШР§ЗжЕЃНЕЕЭГЩБОЕФТфЪЕдђдкЙЉЛѕЩЬЕФЩэЩЯЁЃЛљБОЩЯЖЭдьВњвЕЪЧвЛИіЕфаЭЕФУЛгаздЮвВњЦЗЕФЭтАќВњвЕЃЌвђДЫЮДРДЕФГЩЙІНЋЯЕгкзЈвЕЛЏКЭШЋЧђЛЏКЯзїЁЃ
етбљЃЌПЩвдгХЛЏПижЦБЃЛЄдќЯћКФСПЁЂНсОЇЦїЕФШѓЛЌЃЌНјЖјПижЦж§ХїБэУцжЪСПЁЃ1000mmНсОЇЦї1000mmГЄЕФНсОЇЦїга3зщзуЙѕвдБЃГжЧПгаСІЕФМаГжЃЌДгЖјМѕЩйж§ХїЙФЖЧЃЌБЃжЄЦфСМКУЕФМИКЮаЮзДЁЃНсОЇЦїСэЭтЛЙДјгавЛИіаТЕФЗРХЄЧњзАжУЃЌгЩАВжУдкПЩЖЏКЭЙЬЖЈРфШДЖЮжЎМфЕФЫЋВрЕМЙѕМаГжЃЌТњзуЖдж§ХїдкВрУцМАЖдНЧЯпЗНЯђЩЯЕФбЯИёЕФМИКЮвЊЧѓЁЃВЩгУгаЯодЊЗНЗЈЖдЗНХїдкФ§ЙЬЦкМфЕФХЄЧњаЮБфбаОПБэУїЃЌХїПЧЕФВЛОљдШЩњГЄЛсЕМжТж§ХїЕФБфаЮЁЃЪЕМљБэУїетИіаТЕФЗРХЄЧњзАжУЪЙгУаЇЙћКмКУЁЃ
-
ХН16MnКёБкЮоЗьИжЙм30*8

-
МЛЯи8163ЮоЗьИжЙм57*3ПтДц

-
АВЫГ8163ЮоЗьИжЙм180*6ЬЭ

-
ЮкРМВьВМ6ЯЕТСАє377*20ЬЭПе

-
ЯуИлЕК316LЮоЗьИжЙм377*2

-
ИЃжн201ЮоЗьИжЙм25*3ПтДц

-
еббєТСАє606315*1ПтДц

-
дЦбєЯичёФЅЮоЗьИжЙм232*50Пт

-
МЊСж12Cr1movЮоЗьИжЙм23

-
АЂРяЕиЧјДѓПкОЖБЁБкИжЙм194*2

-
ННђЧјЙмЯпЮоЗьИжЙм42*10ПтДц

-
ИЗаТ1045ЮоЗьИжЙм508*20

-
ХэЫЎЯиАЫНЧЮоЗьИжЙм194*20ЬЭ

-
бЬЬЈ20#ЮоЗьИжЙм273*12G

-
бЮГЧЭтСљФкдВЮоЗьИжЙм35*10Пт
-
ХН16MnКёБкЮоЗьИжЙм30*8
-
МЛЯи8163ЮоЗьИжЙм57*3ПтДц
-
АВЫГ8163ЮоЗьИжЙм180*6ЬЭ
-
ЮкРМВьВМ6ЯЕТСАє377*20ЬЭПе
-
ЯуИлЕК316LЮоЗьИжЙм377*2
-
ИЃжн201ЮоЗьИжЙм25*3ПтДц
-
еббєТСАє606315*1ПтДц
-
дЦбєЯичёФЅЮоЗьИжЙм232*50Пт
-
МЊСж12Cr1movЮоЗьИжЙм23
-
АЂРяЕиЧјДѓПкОЖБЁБкИжЙм194*2
-
ННђЧјЙмЯпЮоЗьИжЙм42*10ПтДц
-
ИЗаТ1045ЮоЗьИжЙм508*20
-
ХэЫЎЯиАЫНЧЮоЗьИжЙм194*20ЬЭ
-
бЬЬЈ20#ЮоЗьИжЙм273*12G
-
бЮГЧЭтСљФкдВЮоЗьИжЙм35*10Пт