商铺名称:聊城市新策钢管有限公司
联系人:姜经理(先生)
联系手机:
固定电话:
企业邮箱:705049347@qq.com
联系地址:聊城市开发区大东钢管市场28号
邮编:252000
联系我时,请说是在牵牛钢材网上看到的,谢谢!
商品详情
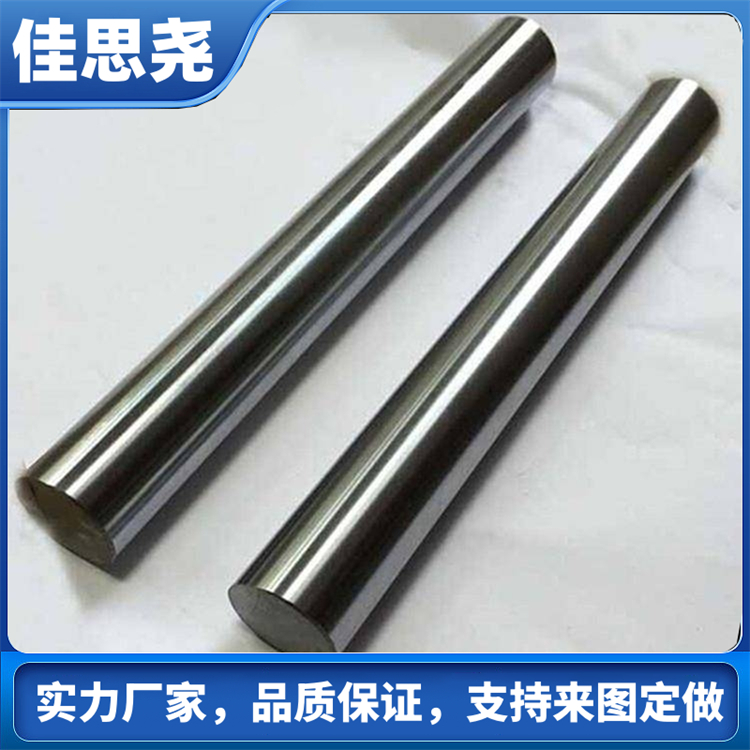
济南空心光轴生产厂家
绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的。滚压后,表面粗糙度值的减小,可提高配合性质。
绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的。滚压后,表面粗糙度值的减小,可提高配合性质。
有人曾提出,应当解放高炉,降低炉渣碱度,放宽对铁水含硫的限制,在0.05%左右就可以了。再用铁水预处理的办法解决生铁含硫高的问题。高炉低碱度操作,含硫量放开后,会促进高炉生产稳定顺行,使炼铁焦比降低,产量提高,降低炼铁生产成本,对提升钢铁企业市场竞争力十分有利。但一些公司的领导,特别是炼钢厂反对这种做法。据调查,欧美一些钢铁厂,是把铁水预处理设备放在炼铁厂,让高炉出高硫铁水(有些高炉铁水含硫高达0.09%),通过铁水预处理,可供给炼钢厂含硫很低的铁水,使炼钢厂满意。

滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
淬火能增加钢的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有:水、油、碱水和盐类溶液等。钢的回火将已经淬火的钢重新加热到一定温度,再用一定方法冷却称为回火。其目的是消除淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。调质处理:淬火后高温回火的热处理方法称为调质处理。高温回火是指在5-65℃之间进行回火。调质可以使钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。

绗磨管几大优点
淬火能增加钢的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有:水、油、碱水和盐类溶液等。钢的回火将已经淬火的钢重新加热到一定温度,再用一定方法冷却称为回火。其目的是消除淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。调质处理:淬火后高温回火的热处理方法称为调质处理。高温回火是指在5-65℃之间进行回火。调质可以使钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。
绗磨管几大优点
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形消除,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。绗磨管和无缝钢管的区别编辑
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
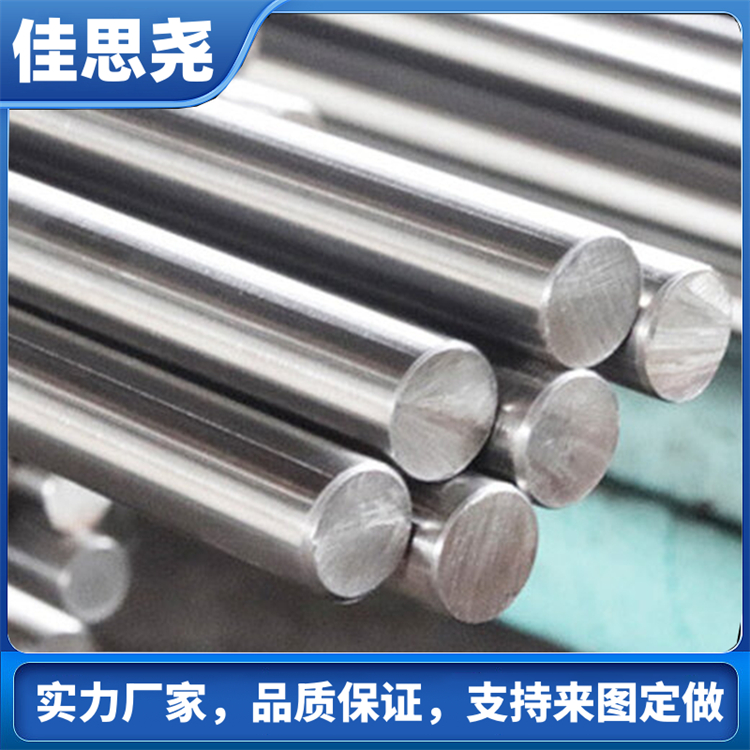
绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。

济南空心光轴生产厂家这一点早已为a.f.塔加尔特的《选矿手册》所收集总结。笔者的工业试验也证明这一点。若干工业试验证明,球径由过大调整为后,钢球单耗可降低1%~2%。影响电耗高低。当球的装载量不变时,小球的电耗也比大球的低。这一点在均有人研究过,有的专著列出每吨钢球需要输入的功率KWb为:式中D―磨机有效直径,m;VP―球荷充填率,%;CS―磨机转速率,%;SS―钢球直径大小系数,其值为:B为球径,mm。于NSC准则的极限加载分析NSC准则是用来分析含缺陷压力管道失效极限载荷的估算方法或判据,因其概念明确、形式简单而成为上各主要管道缺陷评定规范的主要方法依据[8]。由Kanninen等人提出的净截面垮塌失效准则_9认为,管线发生泄漏和破裂的应力作为在断裂开始和载荷时临界净应力。当管线达到垮失效时,其结构上的净截面应力等同于管线的流变应力。为了保守估算,缺陷的走向处于径向平面上,这一径向截面与弯矩的平面是一致的,由弯矩的平衡关系可确定含缺陷管的失效极限载荷。
VDE/CCC则规定了各种不同线种在7℃,8-5VDC下的电阻。(UL/CUL与VDE/CCC标准中对绝缘电阻的测试方式不同)2.3:绝缘材料的阻燃性:2.3.1:UL/CUL有明确定分为:FTFTFTFTVW-1;其中FT1或VW-1是UL对电线的常用要求,CUL(CSA)一般只要求达到FT2标准。VDE/CCC等对绝缘材料的电阻燃烧性也有特定要求,但现在还没有具体区分。4:绝缘体耐电压:各安规对不同线材有不同的要求:UL/CUL一般分为:121V;VDE/CCC一般分为:3/3V、3/5V、47/75V。绝缘体耐温:UL/CUL一般分为:6℃、75℃、9℃、15℃;VDE/CCC一般分为:7℃、9℃。标识:1.标识方式:油印、凹印、凸印、印字带等。标识间距:UL/CUL规定61mm以下;VDE规定护套表面标识间距55mm以下;无护套的绝缘表面,标志带标识。
济南空心光轴生产厂家这一点早已为a.f.塔加尔特的《选矿手册》所收集总结。笔者的工业试验也证明这一点。若干工业试验证明,球径由过大调整为后,钢球单耗可降低1%~2%。影响电耗高低。当球的装载量不变时,小球的电耗也比大球的低。这一点在均有人研究过,有的专著列出每吨钢球需要输入的功率KWb为:式中D―磨机有效直径,m;VP―球荷充填率,%;CS―磨机转速率,%;SS―钢球直径大小系数,其值为:B为球径,mm。于NSC准则的极限加载分析NSC准则是用来分析含缺陷压力管道失效极限载荷的估算方法或判据,因其概念明确、形式简单而成为上各主要管道缺陷评定规范的主要方法依据[8]。由Kanninen等人提出的净截面垮塌失效准则_9认为,管线发生泄漏和破裂的应力作为在断裂开始和载荷时临界净应力。当管线达到垮失效时,其结构上的净截面应力等同于管线的流变应力。为了保守估算,缺陷的走向处于径向平面上,这一径向截面与弯矩的平面是一致的,由弯矩的平衡关系可确定含缺陷管的失效极限载荷。
VDE/CCC则规定了各种不同线种在7℃,8-5VDC下的电阻。(UL/CUL与VDE/CCC标准中对绝缘电阻的测试方式不同)2.3:绝缘材料的阻燃性:2.3.1:UL/CUL有明确定分为:FTFTFTFTVW-1;其中FT1或VW-1是UL对电线的常用要求,CUL(CSA)一般只要求达到FT2标准。VDE/CCC等对绝缘材料的电阻燃烧性也有特定要求,但现在还没有具体区分。4:绝缘体耐电压:各安规对不同线材有不同的要求:UL/CUL一般分为:121V;VDE/CCC一般分为:3/3V、3/5V、47/75V。绝缘体耐温:UL/CUL一般分为:6℃、75℃、9℃、15℃;VDE/CCC一般分为:7℃、9℃。标识:1.标识方式:油印、凹印、凸印、印字带等。标识间距:UL/CUL规定61mm以下;VDE规定护套表面标识间距55mm以下;无护套的绝缘表面,标志带标识。
在线询盘/留言