商铺名称:聊城市新策钢管有限公司
联系人:姜经理(先生)
联系手机:
固定电话:
企业邮箱:705049347@qq.com
联系地址:聊城市开发区大东钢管市场28号
邮编:252000
联系我时,请说是在牵牛钢材网上看到的,谢谢!
商品详情
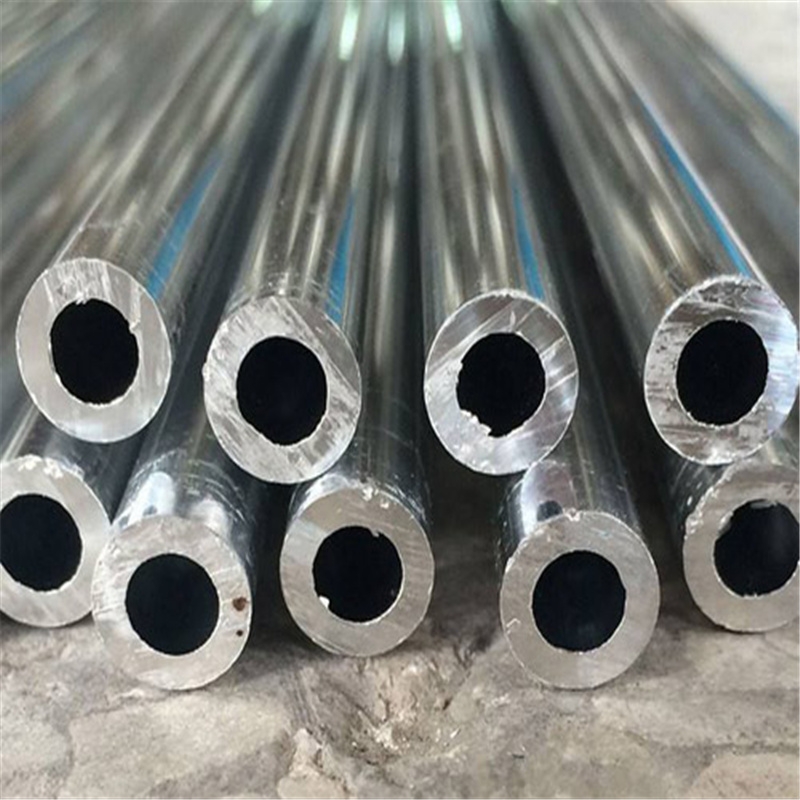
铜陵304绗磨管光洁度
1.油缸直径;油缸缸径,内径尺寸。
2. 进出口直径及螺纹参数
3.活塞杆直径;
4.油缸压力;油缸工作压力,计算的时候经常是用试验压力,低于16MPa乘以1.5,高于16乘以1.25
5.油缸行程;
6.是否有缓冲;根据工况情况定,活塞杆伸出收缩如果冲击大一般都要缓冲的。
7.油缸的安装方式;达到要求性能的油缸即为好,频繁出现故障的油缸即为坏。

其它型号电磁阀根据需要可带简单的一般手动装置。专用化方向上的发展近年来电磁阀的销量已超过了调节阀,主要是各种专用电磁阀的需求量剧增。下面按介质类别分别予以介绍:燃气电磁阀由于我国燃料结构的调整,气体燃料的比重不断上升,燃气电磁阀需求也不断增长。燃气有天然气、工业煤气、城市煤气、液化等好多种,所含杂质及腐蚀情况各异,对阀的要求也不一样。而且,压力等级差别很大,压缩天燃气高达21~25Mpa,而燃气具压力又低至2Kpa。
液压油缸结构性能参数包括:
1.液压缸
1)当缸筒与端盖用螺栓紧固连接时,结合部分的零部件上有毛刺或装配毛边造成结合不良,从而引起初始泄漏;端面的O形密封圈存有配合间隙;螺栓紧固不良。
(2)当缸筒与端盖用螺纹连接时未按额定扭矩紧固端盖;密封圈密封性能不好。
(3)液压缸进油管接头处松动。为此,需消除引起管接头连接松动的管件振动等因素;对管路通径大于15 mm的管口,可采用法兰连接。
液压缸泄漏的其他原因
(1)缸筒受压膨胀引起内泄。排除方法为:适当加厚缸壁;选用合适的材料。
(2)活塞杆受力不当或导向套与活塞杆之间的间隙较大时,将出现活塞偏向缸壁某一方的情况受力方密封件被挤压剪切损坏,另一方因间隙较大密封件在高压油的作用下被撕毁冲坏,引起内泄可采取更换新加工外径略大的活塞;加大活塞宽度将活塞外圆加工成鼓凸形,改善受力状况,以减少和避免拉缸;活塞与活塞杆的连接采用球形接头等方法解决。

以碳酸钠为pH调整剂、淀粉为剂、RP为捕收剂、2油为起泡剂,对弱磁选精矿进行了一粗一精反浮选脱磷,试验流程见图6结果可知,反浮选流程可以得到铁品位61.68%、回收率91.87%的铁精矿(相对于原矿为65.93%),铁精矿中磷降到了.21%。全流程试验在以上条件试验的基础上进行了全流程试验还原焙烧-磁选-反浮选全流程全流程试验结果结果可知,采用还原焙烧.磁选.反浮选工艺处理该赤褐铁矿石,获得了铁精矿铁品位为61.72%、铁的回收率67.48%,铁精矿磷含量为.2%的选矿指标。
加工新活塞时,好选用中碳钢。如,选4号钢而不选用耐磨铸铁。因45号钢经过热处理后强度较高、韧性好且受热后膨胀量大,可以减少因油温升高使油的粘度降低而增加的泄漏量。对使用频繁、油温较高、安装了加大外径的活塞的液压缸(如装载机的)来说,当其油温升高后,应在无负荷状态下检查活塞杆的伸缩是否自如。若有阻滞现象,则可能是活塞膨胀量过大所致,应适当停机降低油温,之后这种现象将会逐渐消失,不会影响正常作业。的直径;2.活塞杆的直径;3.速度及速比;4.工作压力等。

冷却。工件保温后以2~4℃/h的速度冷却至5℃以下出炉空冷。冷却速度影响着退火组织中碳化物颗粒的大小和分布的均匀性。在同一退火温度下,增大冷却速度,因碳化物来不及聚集和长大,而得到细小而弥散度较大的组织,使硬度偏高,不利于切削加工。冷却速度过小,碳化物容易聚集成较大的颗粒。通常,球化退火保温后,直接缓慢冷却的冷却速度应比普通退火慢些。这种退火方法球化较充分,但生产周期长。适用于截面大的工件及装炉量大的情况。等温球化退火其加热温度为Ac1+2~3℃,保温后冷却到Ar1-2~3℃,等温一段时间(等温时间取决于等温转变曲线及工件截面尺寸大小),然后随炉冷却至5℃以下出炉空冷。这种方法退火后的组织比较均匀,且易于控制,生产周期较短。周期球化退火它是将钢在Ac1+1~2℃加热,保温后在Ar1-2~3℃等温一段时间,如此反复进行多次等温球化退火,然后随炉冷至5℃以下出炉空冷。这种方法得到的球状碳化物不够均匀,且操作较麻烦,生产中应用较少,主要用于原始组织为粗片状珠光体的情况。正火定义:正火是把钢加热到Ac3(亚共析钢)或Acm(过共析钢)以上适当温度,保温后在空气中冷却的热处理方法。范围:作为低碳钢和某些低合金结构铸钢及锻件消除应力、细化组织、改善切削加工性能和淬火前的预备热处理。消除网状碳化物,为球化退火作准备。用于某些碳素钢、低合金钢工件在淬火返修时,消除内应力和细化组织,以防重新淬火时产生开裂和变形。作为普通结构件的终热处理。一些受力不大,只需一定的综合力学性能的的结构件,采用正火就能满足其使用性能要求。
1.油缸直径;油缸缸径,内径尺寸。
2. 进出口直径及螺纹参数
3.活塞杆直径;
4.油缸压力;油缸工作压力,计算的时候经常是用试验压力,低于16MPa乘以1.5,高于16乘以1.25
5.油缸行程;
6.是否有缓冲;根据工况情况定,活塞杆伸出收缩如果冲击大一般都要缓冲的。
7.油缸的安装方式;达到要求性能的油缸即为好,频繁出现故障的油缸即为坏。
其它型号电磁阀根据需要可带简单的一般手动装置。专用化方向上的发展近年来电磁阀的销量已超过了调节阀,主要是各种专用电磁阀的需求量剧增。下面按介质类别分别予以介绍:燃气电磁阀由于我国燃料结构的调整,气体燃料的比重不断上升,燃气电磁阀需求也不断增长。燃气有天然气、工业煤气、城市煤气、液化等好多种,所含杂质及腐蚀情况各异,对阀的要求也不一样。而且,压力等级差别很大,压缩天燃气高达21~25Mpa,而燃气具压力又低至2Kpa。
液压油缸结构性能参数包括:
1.液压缸
1)当缸筒与端盖用螺栓紧固连接时,结合部分的零部件上有毛刺或装配毛边造成结合不良,从而引起初始泄漏;端面的O形密封圈存有配合间隙;螺栓紧固不良。
(2)当缸筒与端盖用螺纹连接时未按额定扭矩紧固端盖;密封圈密封性能不好。
(3)液压缸进油管接头处松动。为此,需消除引起管接头连接松动的管件振动等因素;对管路通径大于15 mm的管口,可采用法兰连接。
液压缸泄漏的其他原因
(1)缸筒受压膨胀引起内泄。排除方法为:适当加厚缸壁;选用合适的材料。
(2)活塞杆受力不当或导向套与活塞杆之间的间隙较大时,将出现活塞偏向缸壁某一方的情况受力方密封件被挤压剪切损坏,另一方因间隙较大密封件在高压油的作用下被撕毁冲坏,引起内泄可采取更换新加工外径略大的活塞;加大活塞宽度将活塞外圆加工成鼓凸形,改善受力状况,以减少和避免拉缸;活塞与活塞杆的连接采用球形接头等方法解决。
以碳酸钠为pH调整剂、淀粉为剂、RP为捕收剂、2油为起泡剂,对弱磁选精矿进行了一粗一精反浮选脱磷,试验流程见图6结果可知,反浮选流程可以得到铁品位61.68%、回收率91.87%的铁精矿(相对于原矿为65.93%),铁精矿中磷降到了.21%。全流程试验在以上条件试验的基础上进行了全流程试验还原焙烧-磁选-反浮选全流程全流程试验结果结果可知,采用还原焙烧.磁选.反浮选工艺处理该赤褐铁矿石,获得了铁精矿铁品位为61.72%、铁的回收率67.48%,铁精矿磷含量为.2%的选矿指标。
加工新活塞时,好选用中碳钢。如,选4号钢而不选用耐磨铸铁。因45号钢经过热处理后强度较高、韧性好且受热后膨胀量大,可以减少因油温升高使油的粘度降低而增加的泄漏量。对使用频繁、油温较高、安装了加大外径的活塞的液压缸(如装载机的)来说,当其油温升高后,应在无负荷状态下检查活塞杆的伸缩是否自如。若有阻滞现象,则可能是活塞膨胀量过大所致,应适当停机降低油温,之后这种现象将会逐渐消失,不会影响正常作业。的直径;2.活塞杆的直径;3.速度及速比;4.工作压力等。
冷却。工件保温后以2~4℃/h的速度冷却至5℃以下出炉空冷。冷却速度影响着退火组织中碳化物颗粒的大小和分布的均匀性。在同一退火温度下,增大冷却速度,因碳化物来不及聚集和长大,而得到细小而弥散度较大的组织,使硬度偏高,不利于切削加工。冷却速度过小,碳化物容易聚集成较大的颗粒。通常,球化退火保温后,直接缓慢冷却的冷却速度应比普通退火慢些。这种退火方法球化较充分,但生产周期长。适用于截面大的工件及装炉量大的情况。等温球化退火其加热温度为Ac1+2~3℃,保温后冷却到Ar1-2~3℃,等温一段时间(等温时间取决于等温转变曲线及工件截面尺寸大小),然后随炉冷却至5℃以下出炉空冷。这种方法退火后的组织比较均匀,且易于控制,生产周期较短。周期球化退火它是将钢在Ac1+1~2℃加热,保温后在Ar1-2~3℃等温一段时间,如此反复进行多次等温球化退火,然后随炉冷至5℃以下出炉空冷。这种方法得到的球状碳化物不够均匀,且操作较麻烦,生产中应用较少,主要用于原始组织为粗片状珠光体的情况。正火定义:正火是把钢加热到Ac3(亚共析钢)或Acm(过共析钢)以上适当温度,保温后在空气中冷却的热处理方法。范围:作为低碳钢和某些低合金结构铸钢及锻件消除应力、细化组织、改善切削加工性能和淬火前的预备热处理。消除网状碳化物,为球化退火作准备。用于某些碳素钢、低合金钢工件在淬火返修时,消除内应力和细化组织,以防重新淬火时产生开裂和变形。作为普通结构件的终热处理。一些受力不大,只需一定的综合力学性能的的结构件,采用正火就能满足其使用性能要求。
在线询盘/留言