商铺名称:聊城市新策钢管有限公司
联系人:姜经理(先生)
联系手机:
固定电话:
企业邮箱:705049347@qq.com
联系地址:聊城市开发区大东钢管市场28号
邮编:252000
联系我时,请说是在牵牛钢材网上看到的,谢谢!
商品详情
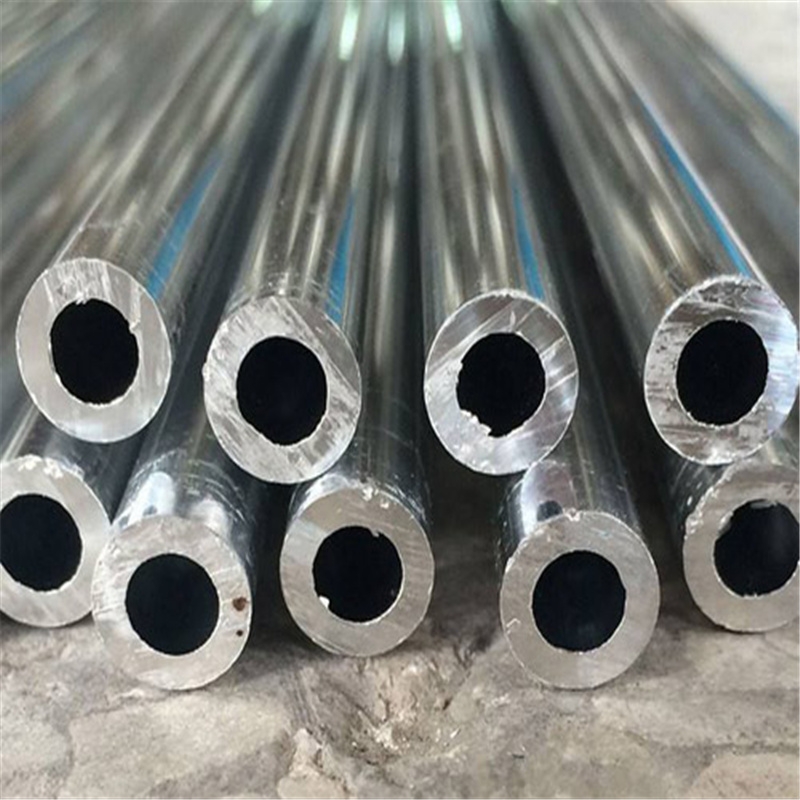
海南空心活塞杆下料
1.油缸直径;油缸缸径,内径尺寸。
2. 进出口直径及螺纹参数
3.活塞杆直径;
4.油缸压力;油缸工作压力,计算的时候经常是用试验压力,低于16MPa乘以1.5,高于16乘以1.25
5.油缸行程;
6.是否有缓冲;根据工况情况定,活塞杆伸出收缩如果冲击大一般都要缓冲的。
7.油缸的安装方式;达到要求性能的油缸即为好,频繁出现故障的油缸即为坏。

液泵的机械状况及其长度直径比(一种主轴的直径与其延伸长度之比的衡量方式,比值越低越好)对密封的可靠性起着重要的作用。密封的灵活性一般由一个大型主弹簧和一系列小弹簧或波纹密封装置提供保证。化学工业所采用的传统密封设计,其密封压力施加于旋转面上,这种密封称之为旋转密封,因为弹簧或波纹密封装置与主轴一起旋转。比较新颖的设计,其弹簧或波纹密封装置安装于静止面上。在现在的机械密封上,上述两种密封方式都有非常普遍的应用,这样对于安装具有一定的灵活性。
液压油缸结构性能参数包括:
1.液压缸
1)当缸筒与端盖用螺栓紧固连接时,结合部分的零部件上有毛刺或装配毛边造成结合不良,从而引起初始泄漏;端面的O形密封圈存有配合间隙;螺栓紧固不良。
(2)当缸筒与端盖用螺纹连接时未按额定扭矩紧固端盖;密封圈密封性能不好。
(3)液压缸进油管接头处松动。为此,需消除引起管接头连接松动的管件振动等因素;对管路通径大于15 mm的管口,可采用法兰连接。
液压缸泄漏的其他原因
(1)缸筒受压膨胀引起内泄。排除方法为:适当加厚缸壁;选用合适的材料。
(2)活塞杆受力不当或导向套与活塞杆之间的间隙较大时,将出现活塞偏向缸壁某一方的情况受力方密封件被挤压剪切损坏,另一方因间隙较大密封件在高压油的作用下被撕毁冲坏,引起内泄可采取更换新加工外径略大的活塞;加大活塞宽度将活塞外圆加工成鼓凸形,改善受力状况,以减少和避免拉缸;活塞与活塞杆的连接采用球形接头等方法解决。

据统计,我国重点铁矿选矿厂精矿成本为215.56元/t(1999年1~5月实际指标),而尾矿再选精矿成本仅为5~15元/t。由于尾矿再选设施的投资少,成本低,故获利润高。从表1中可以看出,易选矿石尾矿再选每万精矿可获得利润1万元至234万元;难选矿石尾矿再选每万t精矿可获利润3万元至5万元。节约治理费用。由于尾矿和废水排放量的减少,相应减少排污费。南山矿业公司尾矿再选后终尾矿中含硫量减少,年减少排污费1万元。2环境效益回收利用尾矿中有用金属,减少矿产资源损失,变废为宝,保护了矿产资源。减少尾矿排放量,延长尾矿库的服务年限减少了土地的占用量。由于尾矿和废水排放量的减少,减轻了周围环境的污染,节省了排污费用。会效益。由于尾矿排放量的减少,减少对周围居民生命财产危害的因素,有利于保障人民生命财产的安全。解决再就业问题。尾矿再选厂可安置待岗或下岗职工。据了解,一些企业尾矿再选厂解决就业的人数为南山矿业公司35人;歪头山选矿厂1人;鞍钢弓长岭选矿厂52人;包钢5人。
加工新活塞时,好选用中碳钢。如,选4号钢而不选用耐磨铸铁。因45号钢经过热处理后强度较高、韧性好且受热后膨胀量大,可以减少因油温升高使油的粘度降低而增加的泄漏量。对使用频繁、油温较高、安装了加大外径的活塞的液压缸(如装载机的)来说,当其油温升高后,应在无负荷状态下检查活塞杆的伸缩是否自如。若有阻滞现象,则可能是活塞膨胀量过大所致,应适当停机降低油温,之后这种现象将会逐渐消失,不会影响正常作业。的直径;2.活塞杆的直径;3.速度及速比;4.工作压力等。

徐祖耀、康沫狂、俞德刚等人在贝氏体相变理论和开发贝氏体钢以及贝氏体等温处理方面都有突出贡献。热处理生产技术的进步――渗碳技术的进步渗碳是汽车拖拉机工业应用广的工艺方法之一。年代实现了从固体渗碳到井工炉中滴入液体渗剂的气体渗碳的过渡,改善了产品质量,提高了工效。年代初研制成功LiCl露点仪以后,首先在井式渗碳炉上实现了滴入甲醇和的可控渗碳。在掌握了吸热式气氛制备方法和研制成功密封渗碳炉以后,用露点仪实现了密封渗碳炉的碳势控制。年代末期研制成功红外线二氧化碳分析仪。为了提高碳势控制精度,在7年代推广了红外仪,主要用于井式炉的滴注式渗碳。目前用滴甲醇和方式的可控渗碳已达到相当普及的程度。尤其是在7年代末、8年代初大量引进滴注式密封渗碳炉和多种微处理机可编程序控制器碳势控制仪问世以后,在密封多用炉上也广泛应用起来了。由于往炉中滴入甲醇和,炉气中的成分不稳定,含量也达到1%~2%程度,只用二氧化碳红外仪的单因素控制是很达到±.5%的控制精度。
1.油缸直径;油缸缸径,内径尺寸。
2. 进出口直径及螺纹参数
3.活塞杆直径;
4.油缸压力;油缸工作压力,计算的时候经常是用试验压力,低于16MPa乘以1.5,高于16乘以1.25
5.油缸行程;
6.是否有缓冲;根据工况情况定,活塞杆伸出收缩如果冲击大一般都要缓冲的。
7.油缸的安装方式;达到要求性能的油缸即为好,频繁出现故障的油缸即为坏。
液泵的机械状况及其长度直径比(一种主轴的直径与其延伸长度之比的衡量方式,比值越低越好)对密封的可靠性起着重要的作用。密封的灵活性一般由一个大型主弹簧和一系列小弹簧或波纹密封装置提供保证。化学工业所采用的传统密封设计,其密封压力施加于旋转面上,这种密封称之为旋转密封,因为弹簧或波纹密封装置与主轴一起旋转。比较新颖的设计,其弹簧或波纹密封装置安装于静止面上。在现在的机械密封上,上述两种密封方式都有非常普遍的应用,这样对于安装具有一定的灵活性。
液压油缸结构性能参数包括:
1.液压缸
1)当缸筒与端盖用螺栓紧固连接时,结合部分的零部件上有毛刺或装配毛边造成结合不良,从而引起初始泄漏;端面的O形密封圈存有配合间隙;螺栓紧固不良。
(2)当缸筒与端盖用螺纹连接时未按额定扭矩紧固端盖;密封圈密封性能不好。
(3)液压缸进油管接头处松动。为此,需消除引起管接头连接松动的管件振动等因素;对管路通径大于15 mm的管口,可采用法兰连接。
液压缸泄漏的其他原因
(1)缸筒受压膨胀引起内泄。排除方法为:适当加厚缸壁;选用合适的材料。
(2)活塞杆受力不当或导向套与活塞杆之间的间隙较大时,将出现活塞偏向缸壁某一方的情况受力方密封件被挤压剪切损坏,另一方因间隙较大密封件在高压油的作用下被撕毁冲坏,引起内泄可采取更换新加工外径略大的活塞;加大活塞宽度将活塞外圆加工成鼓凸形,改善受力状况,以减少和避免拉缸;活塞与活塞杆的连接采用球形接头等方法解决。
据统计,我国重点铁矿选矿厂精矿成本为215.56元/t(1999年1~5月实际指标),而尾矿再选精矿成本仅为5~15元/t。由于尾矿再选设施的投资少,成本低,故获利润高。从表1中可以看出,易选矿石尾矿再选每万精矿可获得利润1万元至234万元;难选矿石尾矿再选每万t精矿可获利润3万元至5万元。节约治理费用。由于尾矿和废水排放量的减少,相应减少排污费。南山矿业公司尾矿再选后终尾矿中含硫量减少,年减少排污费1万元。2环境效益回收利用尾矿中有用金属,减少矿产资源损失,变废为宝,保护了矿产资源。减少尾矿排放量,延长尾矿库的服务年限减少了土地的占用量。由于尾矿和废水排放量的减少,减轻了周围环境的污染,节省了排污费用。会效益。由于尾矿排放量的减少,减少对周围居民生命财产危害的因素,有利于保障人民生命财产的安全。解决再就业问题。尾矿再选厂可安置待岗或下岗职工。据了解,一些企业尾矿再选厂解决就业的人数为南山矿业公司35人;歪头山选矿厂1人;鞍钢弓长岭选矿厂52人;包钢5人。
加工新活塞时,好选用中碳钢。如,选4号钢而不选用耐磨铸铁。因45号钢经过热处理后强度较高、韧性好且受热后膨胀量大,可以减少因油温升高使油的粘度降低而增加的泄漏量。对使用频繁、油温较高、安装了加大外径的活塞的液压缸(如装载机的)来说,当其油温升高后,应在无负荷状态下检查活塞杆的伸缩是否自如。若有阻滞现象,则可能是活塞膨胀量过大所致,应适当停机降低油温,之后这种现象将会逐渐消失,不会影响正常作业。的直径;2.活塞杆的直径;3.速度及速比;4.工作压力等。
徐祖耀、康沫狂、俞德刚等人在贝氏体相变理论和开发贝氏体钢以及贝氏体等温处理方面都有突出贡献。热处理生产技术的进步――渗碳技术的进步渗碳是汽车拖拉机工业应用广的工艺方法之一。年代实现了从固体渗碳到井工炉中滴入液体渗剂的气体渗碳的过渡,改善了产品质量,提高了工效。年代初研制成功LiCl露点仪以后,首先在井式渗碳炉上实现了滴入甲醇和的可控渗碳。在掌握了吸热式气氛制备方法和研制成功密封渗碳炉以后,用露点仪实现了密封渗碳炉的碳势控制。年代末期研制成功红外线二氧化碳分析仪。为了提高碳势控制精度,在7年代推广了红外仪,主要用于井式炉的滴注式渗碳。目前用滴甲醇和方式的可控渗碳已达到相当普及的程度。尤其是在7年代末、8年代初大量引进滴注式密封渗碳炉和多种微处理机可编程序控制器碳势控制仪问世以后,在密封多用炉上也广泛应用起来了。由于往炉中滴入甲醇和,炉气中的成分不稳定,含量也达到1%~2%程度,只用二氧化碳红外仪的单因素控制是很达到±.5%的控制精度。
在线询盘/留言