商铺名称:聊城市新策钢管有限公司
联系人:姜经理(先生)
联系手机:
固定电话:
企业邮箱:705049347@qq.com
联系地址:聊城市开发区大东钢管市场28号
邮编:252000
联系我时,请说是在牵牛钢材网上看到的,谢谢!
商品详情
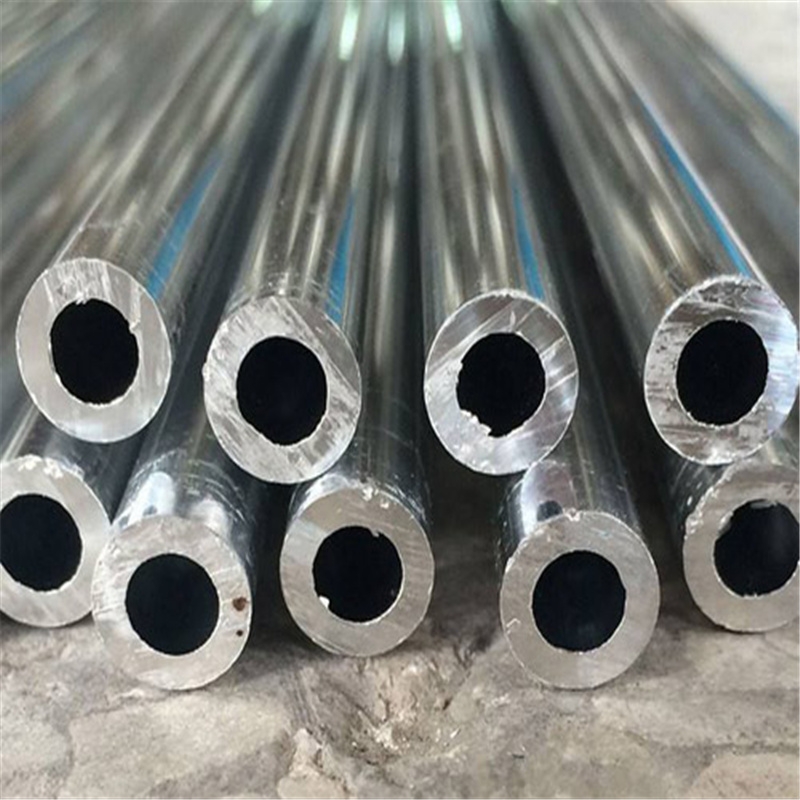
齐齐哈尔热处理珩磨管椭圆度
1.油缸直径;油缸缸径,内径尺寸。
2. 进出口直径及螺纹参数
3.活塞杆直径;
4.油缸压力;油缸工作压力,计算的时候经常是用试验压力,低于16MPa乘以1.5,高于16乘以1.25
5.油缸行程;
6.是否有缓冲;根据工况情况定,活塞杆伸出收缩如果冲击大一般都要缓冲的。
7.油缸的安装方式;达到要求性能的油缸即为好,频繁出现故障的油缸即为坏。

当然还得配两只三通4和活接头6。这种管路系统所占空间大,安装又费时,还容易泄漏。ZDF系列多功能电磁阀巧妙地省去了这些外加的附件仍具有隔离旁路的功能,因而荣获日内瓦新技术金质奖。自动控制阀的前面需加装过滤器。多个自控阀联合使用还常需安装单向阀以防管道之间的干扰。现在,单向电磁阀、组合电磁阀和带过滤的电磁阀都已在简化管路方面发挥了作用。简化阀门结构和工艺电磁阀属于原理和结构都简单的自动控制阀,但还要进一步简化。围本标准规定了油(气)田含硫天然气工艺管道和输气管道(简称管道)的设计、建造、投产试运、生产管理、定期检验等方面安全管理的基本要求。本标准适用于陆上油(气)田钢质含硫天然气工艺管道和输气管道,且包括管道附件和安全保护装置2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准版本的可能性。GB15-1998钢制压力容器GB531-1995高压锅炉用无缝钢管GB/T8163-1987输送流体用无缝钢管GB/T9711.1-1997石油天然气工业输送钢管交货技术条件部分:A级钢管GB/T12234-1989通用阀门法兰和对焊连接钢制闸阀GB/T12237-1989通用阀门法兰和对焊连接钢制球阀GB/T12241-1989安全阀一般要求GB5183-93原油和天然气工程设计防火规范GB5251-94输气管道工程设计规范JB4726-94压力容器用碳素钢和低合金钢锻件SY/T1-96气田集气工程设计规范SY/T59-1999控制钢制设备焊缝硬度防止硫化物应力开裂技术规范SY466-97天然气集输管道施工及验收规范SY/T599-1997天然气地面设施抗硫化物应力开裂金属材料要求SY/T467-93天然气集输站内工艺管道施工及验收规范SY6137-1996含硫气井安全生产技术规定SY6186-1996石油天然气管道安全规程SY/T6233-1996天然气管道试运投产规范石油天然气管道保护条例中华人民共和国令第33号3月12日发布3定义本标准采用下列定义3.1含硫天然气sournaturalgas当系统总压(绝压)大于或等于.4MPa,且分压大于或等于.3MPa的天然气。
液压油缸结构性能参数包括:
1.液压缸
1)当缸筒与端盖用螺栓紧固连接时,结合部分的零部件上有毛刺或装配毛边造成结合不良,从而引起初始泄漏;端面的O形密封圈存有配合间隙;螺栓紧固不良。
(2)当缸筒与端盖用螺纹连接时未按额定扭矩紧固端盖;密封圈密封性能不好。
(3)液压缸进油管接头处松动。为此,需消除引起管接头连接松动的管件振动等因素;对管路通径大于15 mm的管口,可采用法兰连接。
液压缸泄漏的其他原因
(1)缸筒受压膨胀引起内泄。排除方法为:适当加厚缸壁;选用合适的材料。
(2)活塞杆受力不当或导向套与活塞杆之间的间隙较大时,将出现活塞偏向缸壁某一方的情况受力方密封件被挤压剪切损坏,另一方因间隙较大密封件在高压油的作用下被撕毁冲坏,引起内泄可采取更换新加工外径略大的活塞;加大活塞宽度将活塞外圆加工成鼓凸形,改善受力状况,以减少和避免拉缸;活塞与活塞杆的连接采用球形接头等方法解决。

连铸连续铸钢是通过连铸机将钢液连续地铸成钢坯的工序。与模铸相比,连铸具有以下优越性:简化工序、节能;铸坯切头率降低、金属收得率比模铸高7~12%;凝固;优化成型。连铸工艺的流程为:钢液通过中间包注入结晶器内,迅速冷却成具有一定厚度的凝固壳而内部仍为液态的铸坯。铸坯下部与伸入结晶器底部的引锭杆衔接,浇注开始后,拉坯机通过引锭杆把结晶器内的铸坯以一定速度拉出。铸坯通过连铸二次冷却区时,进一步是受到喷水冷却直到完全凝固。
加工新活塞时,好选用中碳钢。如,选4号钢而不选用耐磨铸铁。因45号钢经过热处理后强度较高、韧性好且受热后膨胀量大,可以减少因油温升高使油的粘度降低而增加的泄漏量。对使用频繁、油温较高、安装了加大外径的活塞的液压缸(如装载机的)来说,当其油温升高后,应在无负荷状态下检查活塞杆的伸缩是否自如。若有阻滞现象,则可能是活塞膨胀量过大所致,应适当停机降低油温,之后这种现象将会逐渐消失,不会影响正常作业。的直径;2.活塞杆的直径;3.速度及速比;4.工作压力等。

由于钢液洁净度严重影响着钢的质量,提出了洁净钢(超洁净钢)的概念。所谓洁净度包括两方面:一是钢中非金属夹杂物含量;二是夹杂物的组成、形态、尺寸及分布。采用大电炉熔炼及无渣出钢技术或高炉铁水预处理及转炉冶炼提供低磷钢水,再通过炉外精炼生产高洁净钢液已成为优质钢生产的必备流程。1影响钢质量的主要因素轴承钢对洁净度的要求主要集中在氧、钛和钙含量上。氧的作用主要体现在氧化物夹杂对轴承钢接触疲劳寿命的影响。
1.油缸直径;油缸缸径,内径尺寸。
2. 进出口直径及螺纹参数
3.活塞杆直径;
4.油缸压力;油缸工作压力,计算的时候经常是用试验压力,低于16MPa乘以1.5,高于16乘以1.25
5.油缸行程;
6.是否有缓冲;根据工况情况定,活塞杆伸出收缩如果冲击大一般都要缓冲的。
7.油缸的安装方式;达到要求性能的油缸即为好,频繁出现故障的油缸即为坏。
当然还得配两只三通4和活接头6。这种管路系统所占空间大,安装又费时,还容易泄漏。ZDF系列多功能电磁阀巧妙地省去了这些外加的附件仍具有隔离旁路的功能,因而荣获日内瓦新技术金质奖。自动控制阀的前面需加装过滤器。多个自控阀联合使用还常需安装单向阀以防管道之间的干扰。现在,单向电磁阀、组合电磁阀和带过滤的电磁阀都已在简化管路方面发挥了作用。简化阀门结构和工艺电磁阀属于原理和结构都简单的自动控制阀,但还要进一步简化。围本标准规定了油(气)田含硫天然气工艺管道和输气管道(简称管道)的设计、建造、投产试运、生产管理、定期检验等方面安全管理的基本要求。本标准适用于陆上油(气)田钢质含硫天然气工艺管道和输气管道,且包括管道附件和安全保护装置2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准版本的可能性。GB15-1998钢制压力容器GB531-1995高压锅炉用无缝钢管GB/T8163-1987输送流体用无缝钢管GB/T9711.1-1997石油天然气工业输送钢管交货技术条件部分:A级钢管GB/T12234-1989通用阀门法兰和对焊连接钢制闸阀GB/T12237-1989通用阀门法兰和对焊连接钢制球阀GB/T12241-1989安全阀一般要求GB5183-93原油和天然气工程设计防火规范GB5251-94输气管道工程设计规范JB4726-94压力容器用碳素钢和低合金钢锻件SY/T1-96气田集气工程设计规范SY/T59-1999控制钢制设备焊缝硬度防止硫化物应力开裂技术规范SY466-97天然气集输管道施工及验收规范SY/T599-1997天然气地面设施抗硫化物应力开裂金属材料要求SY/T467-93天然气集输站内工艺管道施工及验收规范SY6137-1996含硫气井安全生产技术规定SY6186-1996石油天然气管道安全规程SY/T6233-1996天然气管道试运投产规范石油天然气管道保护条例中华人民共和国令第33号3月12日发布3定义本标准采用下列定义3.1含硫天然气sournaturalgas当系统总压(绝压)大于或等于.4MPa,且分压大于或等于.3MPa的天然气。
液压油缸结构性能参数包括:
1.液压缸
1)当缸筒与端盖用螺栓紧固连接时,结合部分的零部件上有毛刺或装配毛边造成结合不良,从而引起初始泄漏;端面的O形密封圈存有配合间隙;螺栓紧固不良。
(2)当缸筒与端盖用螺纹连接时未按额定扭矩紧固端盖;密封圈密封性能不好。
(3)液压缸进油管接头处松动。为此,需消除引起管接头连接松动的管件振动等因素;对管路通径大于15 mm的管口,可采用法兰连接。
液压缸泄漏的其他原因
(1)缸筒受压膨胀引起内泄。排除方法为:适当加厚缸壁;选用合适的材料。
(2)活塞杆受力不当或导向套与活塞杆之间的间隙较大时,将出现活塞偏向缸壁某一方的情况受力方密封件被挤压剪切损坏,另一方因间隙较大密封件在高压油的作用下被撕毁冲坏,引起内泄可采取更换新加工外径略大的活塞;加大活塞宽度将活塞外圆加工成鼓凸形,改善受力状况,以减少和避免拉缸;活塞与活塞杆的连接采用球形接头等方法解决。
连铸连续铸钢是通过连铸机将钢液连续地铸成钢坯的工序。与模铸相比,连铸具有以下优越性:简化工序、节能;铸坯切头率降低、金属收得率比模铸高7~12%;凝固;优化成型。连铸工艺的流程为:钢液通过中间包注入结晶器内,迅速冷却成具有一定厚度的凝固壳而内部仍为液态的铸坯。铸坯下部与伸入结晶器底部的引锭杆衔接,浇注开始后,拉坯机通过引锭杆把结晶器内的铸坯以一定速度拉出。铸坯通过连铸二次冷却区时,进一步是受到喷水冷却直到完全凝固。
加工新活塞时,好选用中碳钢。如,选4号钢而不选用耐磨铸铁。因45号钢经过热处理后强度较高、韧性好且受热后膨胀量大,可以减少因油温升高使油的粘度降低而增加的泄漏量。对使用频繁、油温较高、安装了加大外径的活塞的液压缸(如装载机的)来说,当其油温升高后,应在无负荷状态下检查活塞杆的伸缩是否自如。若有阻滞现象,则可能是活塞膨胀量过大所致,应适当停机降低油温,之后这种现象将会逐渐消失,不会影响正常作业。的直径;2.活塞杆的直径;3.速度及速比;4.工作压力等。
由于钢液洁净度严重影响着钢的质量,提出了洁净钢(超洁净钢)的概念。所谓洁净度包括两方面:一是钢中非金属夹杂物含量;二是夹杂物的组成、形态、尺寸及分布。采用大电炉熔炼及无渣出钢技术或高炉铁水预处理及转炉冶炼提供低磷钢水,再通过炉外精炼生产高洁净钢液已成为优质钢生产的必备流程。1影响钢质量的主要因素轴承钢对洁净度的要求主要集中在氧、钛和钙含量上。氧的作用主要体现在氧化物夹杂对轴承钢接触疲劳寿命的影响。
在线询盘/留言