商铺名称:东莞市大满金属材料有限公司
联系人:郭先生(先生)
联系手机:
固定电话:
企业邮箱:dgdaim@163.com
联系地址:东莞市塘厦镇凤凰岗工业区1幢
邮编:523727
联系我时,请说是在牵牛钢材网上看到的,谢谢!
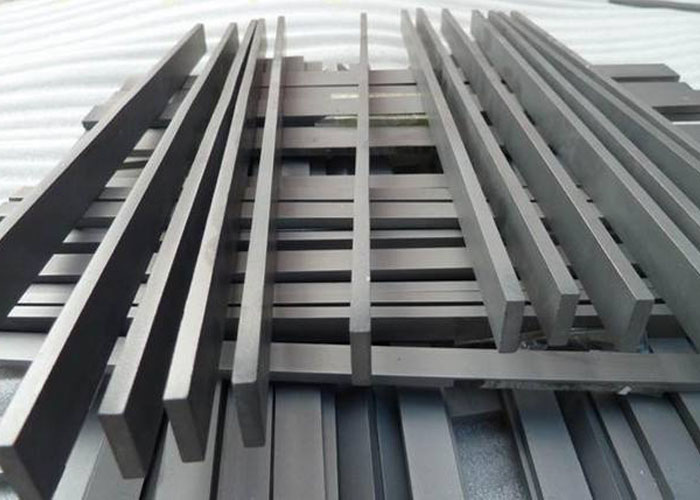
TOOLOX40
――瑞典SSAB钢厂生产的新型高强度高镜面高耐磨工具钢
问:TOOLOX40是什么材料?
答:拓达钢TOOLOX40是瑞典SSAB钢厂生产的新型高强度高镜面高耐磨工具钢,是瑞典SSAB钢厂采用先进的CSR冶金工艺和独特的热处理技术生产制造的,是完全不同于市场现有传统工艺的一种全新概念的工具钢。最基本的关键点在于拓达钢TOOLOX40是一种能保证其加工性能直接交货使用的模具钢材。
问:TOOLOX系列工具钢有哪些型号?
答:TOOLOX系列工具钢有三种供货型号:TOOLOX33、TOOLOX40、TOOLOX44
问:TOOLOX40工具钢化学成分性能有什么特征?
答:TOOLOX40模具钢是采用独特的成分设计及独特的热处理技术,内应力非常小。
TOOLOX40材料的尺寸稳定性非常好。
TOOLOX40圆钢拥有ESR钢的纯净性能,硫(S)含量小于0.003%、磷(P)含量小于0.010%。
TOOLOX40圆材的蚀刻性能非常好。
TOOLOX40钢板材料非常适合氯化以及PVD涂层处理。
TOOLOX40板材的韧性非常优异。
TOOLOX40材质的焊接性能非常优异
TOOLOX40工具钢无需热处理,降低模具制作成本,缩短生产周期
TOOLOX40小圆棒具有均匀的硬度
TOOLOX40拓达钢具备ESR重溶钢一样的抛光性能,与同类其他材料相比,其抛光时间缩短1/3。
问:TOOLOX40工具钢需要热处理不?
答:不需要热处理加工,TOOLOX40材料是一种新型的工具钢,在出厂交货时已做调质处理,且经过100%超声波探伤检测及硬度检测。提供给客户的TOOLOX钢材产品都经过预加工。
问:TOOLOX40模具钢化学成分及元素含量%?
|
C% |
Si% |
Mn% |
P% |
S% |
Cr% |
Mo% |
V% |
Ni% |
CE% |
CET% |
|
0.28 |
0.6-1.1 |
1.1 |
≤0.010 |
≤0.003 |
1.22 |
0.50 |
0.12 |
≤1.0 |
0.77-0.81 |
0.45-0.50 |
问:钢板TOOLOX40物理性能有哪些?
|
板材TOOLOX40物理性能 |
+20℃ |
+200℃ |
+400℃ |
|
材料TOOLOX40导热性能[W/m*k] |
35 |
34 |
30 |
|
特劳钢TOOLOX40热膨胀系数[10-6/K] |
13.2 |
13.2 |
13.3 |
问:模具钢TOOLOX40机械性能?
|
TOOLOX40拓达钢机械性能 |
+20℃ |
+200℃ |
+300℃ |
+400℃ |
+500℃ |
|
TOOLOX40拉伸强度Rm[Mpa] |
1260 |
1170 |
1160 |
1060 |
900 |
|
TOOLOX40屈服强度Rp0.2 [Mpa] |
1150 |
1010 |
990 |
900 |
780 |
|
TOOLOX40延伸率A5[%] |
14 |
14 |
14 |
15 |
16 |
|
TOOLOX40压缩屈服强度Rp0.2 [Mpa] |
1100 |
980 |
- |
- |
- |
|
TOOLOX40冲击韧性[J] |
38 |
- |
- |
- |
- |
|
TOOLOX40硬度[HBW] |
360-420 |
- |
- |
- |
- |
|
TOOLOX40硬度[HRC] |
38-42 |
- |
- |
- |
- |
问:模具钢TOOLOX40密度多少?
答:TOOLOX40工具钢密度是7.85g/cm。
问:特劳钢TOOLOX40小圆棒出厂硬度是多少?
答:TOOLOX40小圆棒出厂硬度是400HBW / 40HRC。
问:TOOLOX40工具钢有哪些运用?
答:TOOLOX40工具钢是一种具有优良冲击韧性和超低残余应力的预硬钢,并适合光学抛光要求,且机械加工性能非常稳定,这样可以有效的延长模具寿命,广泛应用与塑胶模具和机械结构领域:汽车头灯和尾灯、白色家电、自动化办公设备、电视机、液晶屏框和机盒。
TOOLOX40钢板适用于透明食品盒模具
TOOLOX40钢材马桶配件
TOOLOX40模具钢材料适用于大型液晶电视前框、后盖模具――(例:之前用模具钢S136、S-STAR,热处理到HRC45-52,并要求抛光达到10000#,生产量大,并采用急冷急热技术,模具出现开裂问题。现在采用TOOLOX40,材料无需热处理,大大缩短了模具制造时间,并解决了以前模具开裂的问题,而且并没有经过氮化处理,说明TOOLOX40材料的耐磨性非常好。)
问:TOOLOX33/40/44工具钢适合做什么冷冲模具?为什么?需要注意哪些问题?
答:TOOLOX系列工具钢,是一种具有高韧性、高耐磨性、基本没有内应力的一种预硬的新型工具钢;而且具有非常高的纯净度,晶粒度非常细小,磷(P)硫(S)含量非常少,析出的碳化物含量少,而且非常均匀;由于特殊的成分设计,TOOLOX系列材料具备非常优异的表面处理性能,其中TOOLOX33氮化后的表面硬度能达到HRC55左右,TOOLOX40氮化后的表面硬度能达到HRC62左右,TOOLOX44氮化后表面硬度能达到HRC65左右。
TOOLOX系列的工具钢所具备的以上特性,使得TOOLOX系列材料应用在部分冲压模具方面有着特殊的优势。
1. 较厚钢板、不锈钢板,以及有色金属板的冲压成型模具,比较典型的是空调翅片模具等。
2. 拉伸模具、不锈钢拉伸模具。
3. 冷挤压模具,冷挤压304不锈钢,厚度0.5mm,取代DC53等材料,效果非常显著。
4. 高尺寸稳定性要求的大型冲压模板。
注意事项:TOOLOX系列工具钢一定要配合上恰当的表面处理,TOOLOX工具钢基体材料的高韧性,配合上表面层的高硬度,才能达到优异的效果。
问:塑料模具主要重视哪些性能?TOOLOX33/40/44钢材材料能用在什么塑料模具上?
答:不同的塑料模具有不同的要求,总结起来塑料模具对模具钢的性能要求主要体现为:硬度、抛光性、蚀刻性能、焊接性能、耐磨性、尺寸稳定性、耐腐蚀性能等。
TOOLOX33/40/44钢板能用在有高寿命、耐磨性要求的塑料模具,取代718H、NAK80、1.2083、SKD61、8407、S136、S-STAR等类型材料所生产的塑料硬模。尤其有急冷急热要求的高光塑料模具,比如:液晶电视机外框、笔记本电脑、空调外壳、各种显示器的外框模具、汽车内饰件模具、电木模具等等。
TOOLOX33/40/44材料诮用在塑料模具方面的主要优势:
1. 高抛光性能:由于晶粒细小、杂质含量少,TOOLOX33/40/44模具钢材料镜面性能非常好、而且所需抛光时间少,更容易抛光。
2. 硬度、耐磨性:TOOLOX33/40/44圆钢材料为预硬材料,其中TOOLOX44钢板材料为世界上最硬的预硬模具钢,而且加工性能仍然很好。
3. 焊接性能:TOOLOX33/40/44圆棒材料由于特殊的成分设计,焊接性能非常优异,采用激光焊能取得非常好的效果。
4. 韧性:TOOLOX30/40/44模块材料相比同类型的其他材料,韧性好于对应的材料。抵抗急冷急热的效果极其稳定,特别适合用到急冷急热技术的高要求塑料模具,能解决模具开裂的问题。
5. 蚀刻性能:由于晶粒度细小,而且杂质含量少,蚀刻性能非常优异,所做的拉丝效果非常好。
6. 尺寸稳定性:由于TOOLOX33/40/44钢材材料为预硬材料,而且内应力非常小,因此在模具加工过程中几乎不产生内应力,特别合适有高尺寸稳定性要求的塑料模具,尤其是适合取代非预硬且需要热处理的塑料硬模。
7. 抗腐蚀性能:TOOLOX33/40/44工具钢材料抗腐蚀性能一般,如果模具具有抗腐蚀性能要求,需要做专门的表面氮化-氧化处理、PVD处理,抗腐蚀效果非常好,但是如果不做表面处理工艺,抗腐蚀性能只优于SKD61、NAK80等材料,比S136差。
问:TOOLOX33/40/44材料应用在塑料模具方面,能取代哪些模具钢?
答:TOOLOX系列有三种材料,应用在塑料模具上,能取代的材料如下
TOOLOX33可取代2738、2311、2312、718H等;
TOOLOX40可取代NAK80、SKD61、CENA-1、S136、1.2083ESR、S-STAR、M300、H13ESR等;
TOOLOX44可取代8407(HRC50)、S136(HRC50)、S-STAR(HRC50)、CENA-1、H13ESR、1.2344等用于高镜面性,高耐磨性要求的塑料模具,但是有高防腐蚀要求的模具需要谨慎。
问:压铸模通常出现哪些质量问题?有什么好的解决办法吗?
答:压铸模具通常使用H13系列以及改进型的材料,目前国产的主要用国产H13,进口的主要钢种为SKD61、1.2344、8407、DIEVAR、8418等。
压铸模具主要出现的问题为:早期龟裂导致的模具冲损和开裂,导致模具失效主要原因及方案
1. 模具设计不合理,需要改进浇道口等的设计。
2. 热处理应力去除不充分、回火不足、过烧等,要求热处理厂严格按照工艺执行。
3. EDM白亮层去除不干净,加强对EDM后抛光工序的重视。
4. 材料韧性不足,导致疲劳开裂,可以选用韧性较好的模具材料。
5. 材料在高温下的抵抗回火的能力不足,选用适合的材料。
6. 模具运用于生产时,模具使用和保养存在问题,加强车间管理、采用质量稳定的脱模剂、重视模具的使用前预热、使用过程中的保养、内应力等环节的细节。
问:TOOLOX33/40/44钢材能用于压铸模具吗?为什么?
答:TOOLOX44材料适合用于铜合金、铝合金、锌合金压铸模具。
1. 硬度:TOOLOX44钢板出厂硬度在45HRC以上。
2. 韧性:TOOLOX44圆钢优于H13系列材料,抗急冷急热性能好。
3. TOOLOX33/40/44圆棒使用过程中,内应力小。
4. TOOLOX33/40/44钢材氮化性能好,氮化层结合紧密。
TOOLOX33/40/44工具钢材料还可以采用火焰切割的加工方法,仅需铣掉少量的硬化层,TOOLOX33/40/44模具钢材料性能保持不变。
问:TOOLOX系列工具钢有怎样的抛光性能?
答:TOOLOX33/40/44工具钢优良的镜面抛光性,在掌握其合适的抛光技巧后,TOOLOX系列材料能抛光到非常高等级的镜面光洁度,虽然其他较好的工具钢都能抛光至很高的表面光洁度,但TOOLOX33/40/44达到最高光洁度所需要的抛光时间仅仅是其他工具钢的50-60%,TOOLOX40-TOOLOX44的镜面抛光效果和TOOLOX44一致。
问:TOOLOX系列工具钢在塑料模具钢、压铸模上有着怎样的冲击韧性?
答:TOOLOX工具钢与1.2344/H13相比有更好的Charp-V冲击韧性,尤其当温度上升时,这一优势更加明显。所以TOOLOX工具钢在要求急冷急热塑料模具、压铸模上都有好的表现。而热传导性试验说明TOOLOX钢作为低合金钢,有着更好的热传导性,能缩短冷却时间。相比于1.2344/H13,TOOLOX钢约能缩短3-5%的冷却时间。用在高镜面、且需要急冷急热的精密塑胶模上,会有非常优异的表面。
问:TOOLOX系列材料皮纹蚀刻性能什么样?
答:TOOLOX工具钢的皮纹蚀刻效果,在钢材心部斜截面上对TOOLOX进行不同纹理的蚀刻实验,由于TOOLOX工具钢出色的纯净度和均匀的硬度值因此表面出非常细腻的皮纹效果。意大利的专业皮纹公司对SSAB的TOOLOX工具钢产品皮纹蚀刻效果的高品质出具了品质证明。
随着急冷急热设备的大量使用,空调外壳、显示器外壳、液晶电视面板模具均要求抛光好、韧性好的模具钢材,以前常规使用NAK80、S136等,均易出现开裂,不能满足客户要求。TOOLOX33/40/44因其良好的抛光性能及韧性,完全可以满足客户使用。
问:铝型材挤压模具的生产工艺是什么?
答:一般铝型材挤压模具,从原材料即模具钢开始分为两种
1. 单板模具,厚度锯切-车圆-热处理-线切割-抛光-表面氮化-使用。
2. 复杂模具,厚度锯切-车圆-CNC加工-线切割-抛光-氮化-使用。
问:铝挤压模具对模具材料的什么性能要求比较高?
答:挤压模具对模具钢的韧性,表面硬度,强度以及抗回火性能要求比较高。
问:我们公司是生产太阳能边框铝挤压模具的,使用的是国内大钢厂的电渣H13材料,采用真空热处理至50-52HRC,氮化工艺为530*120hr,渗层厚度为0.2mm左右,表面一定程度磨损之后,再次氮化,可以氮化5次以上。但是容易出现在应力集中部位开裂,造成模具失效,是什么原因?有什么办法能够解决?
答:由于通常H13类型的材料,经过淬火+回火后产生比较大的应力,如果热处理后的应力去除不充分,而采用了不是很合理的线切割工艺,就造成内应力的叠加,从而导致挤压模具的应力比较集中的区域开裂,最终导致模具的早期失效,这是很多挤压模具早期失效的原因。解决办法如下:
1. 选用质量比较好、材质均匀稳定的H13,最好是国内比较大的钢厂生产的材料,或者进口高品质的H13,由于国内很多铝挤压模具厂采用了国内很多小钢厂的产品,虽然价格非常低廉,但是质量方面不稳定,给型材厂商造成了模具成本增加
2. 采用好的热处理厂,严格按照热处理工艺进行处理,注重回火温度和回火时间。
3. 注意EDM和线切割环节白亮层,线切割尽量采用慢走丝或者中走丝。EDM或者线切割后,加强对白亮层的去除。
4. 氮化采用气体氮化、等离子氮化等工艺,注意氮化温度和时间,建议采用氮化温度510-530之间,根据渗层的厚度来确定氮化时间。由于H13类型的材料,合金含量高,如果氮化工艺不注意,氮化层和H13基体结合不紧密,需要加强对氮化工艺的关注。
问:我们公司是生产工业型材挤压模具的,所用材料是国产电渣H13锻圆,真空热处理、气体氮化工艺,氮化厚度达到0.2mm,但是客户反映容易出现型材表面出现拉丝纹,型材表面的涂层效果不好。是什么原因?有什么好的解决法?
答:模具表面容易出现拉毛等现象,说明模具表面有所磨损,主要有以下几种原因:
1. 模具表面硬度不够,氮化层硬度不够,需要找出正确的氮化工艺。
2. 氮化层和基体之间结合不紧密,需要思考表面氮化处理是否存在问题。
问:我们公司是一家国内知名的铝型材生产企业,主要生产工业用型材,以及高要求的散热器型材,现在主要用国内知名大钢厂的电渣H13锻件、以及部件进口H13材料,采用真空热处理、气体氮化,总体效果还不错,但是容易出现断裂现象,尤其是在高要求的电脑CPU散热器挤压模具的时候,由于模具的倍数比非常高,模具最薄部位仅有0.6mm,因此模具不能氮化,热处理到HRC50-54,模具容易断裂。容易断裂的原因是什么?有什么好的解决办法吗?
答:在制作高倍数比的镁铝等轻合金挤压模具时,所有的模具厂都会碰到此问题。由于模具最薄的部件甚至会小于1mm,比如笔记本电脑的CPU散热器挤压模具,如果采用表面氮化来加强表面硬度,提高耐磨性,就会导致最薄部位双边渗层总共达0.4-0.6mm,导致这些部位韧性大幅下降。而且高倍数比意味着压强增大,如果模具装配位置不正,很容易导致模具的断裂。
解决办法:选用高硬度HRC50-52的状态下,仍然能保持较高韧性的模具钢,重视热处理,重视应力的去除,重视线切割或者放电电工工艺,以及随后的白亮层去除。