商铺名称:郑州华菱超硬材料有限公司
联系人:崔女士(小姐)
联系手机:
固定电话:
企业邮箱:3586073544@qq.com
联系地址:河南省郑州市高新区长椿路与药厂街交叉口国家大学科技园研发5号楼B座
邮编:450001
联系我时,请说是在牵牛钢材网上看到的,谢谢!
华菱超硬刀具BN-K1加工硬度HSD80高镍铬冷硬铸铁轧辊不崩刀,轧辊是轧钢厂轧钢机上的重要零件,利用一对或一组轧辊滚动时产生的压力来轧碾钢材。它主要承受轧制时的动静载荷,磨损和温度变化的影响。
轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。轧辊是轧钢厂轧钢机上的重要零件,利用一对或一组轧辊滚动时产生的压力来轧碾钢材。它主要承受轧制时的动静载荷,磨损和温度变化的影响。
轧辊种类很多,常用的轧辊品种有铸钢轧辊、铸铁轧辊和锻造轧辊三大类,在型材轧机上还有少量硬质合金轧辊(钨钢轧辊)。高镍铬轧辊是采用高含量镍铬元素的钢材的轧辊。

高镍铬铸铁轧辊为大型铸造件,冷硬铸铁本身的材料硬度很高达HRC60以上,且铸造表面“包砂”严重,切削困难。对于大型高镍铬轧辊的加工方式有外圆荒车、孔型车削、扁头铣削、重型切削、月牙槽加工以及轧辊修复,加工难点:
大型高镍铬轧辊单件加工时间长,刀具走不到头就已经磨损导致工件返工,影响加工效率;铸造成型的高镍铬铸铁轧辊,尤其是大型轧辊表面,存在夹砂,气孔,白口硬点等铸造缺陷,导致刀具经常崩刃,致使切削加工过程中刀具经常崩刀,严重则影响表面质量而成为废品;大型铸造零件如高镍铬铸铁轧辊,冷硬铸铁本身材料硬度高达HRC60,高镍铬轧辊硬度达HSD90,且铸造表面“包砂”严重,切削困难。华菱超硬针对高硬度的高镍铬轧辊研发有专用的刀片材质BN-K1,BN-S20,BN-S10。
华菱超硬加工高镍铬轧辊、高速钢轧辊的刀具牌号选择:
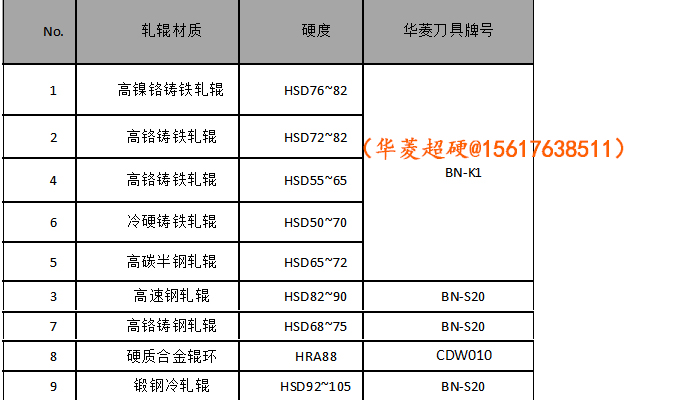
BN-K1粗车HSD80高镍铬铸铁轧辊:轧辊材质:铸态高镍铬合金铸铁;硬度:HSD80;选用刀片:BN-K1 RNMN200800,切削参数:ap=4mm,Fr=0.7mm/r,Vc=45m/min,刀具寿命是某品牌CBN刀具的1.5倍。
BN-S20半精车HSD90高速钢轧辊:加工材料:高速钢轧辊,硬度HSD90,选用刀片:BN-S20 RCMX120700,切削参数:Fr=0.2mm/r,Vc=35m/min,优势对比:国产立方氮化硼刀片BN-S20的刀具寿命相较于某品牌CBN刀具提高1倍。

高镍铬轧辊常用圆形、方形等整体立方氮化硼材质刀片,由于中间不带孔,不能与带孔数控刀片通用,所以需要配备专用的刀杆,轧辊辊身加工:刀杆CRGNR/L 配RNUN200800、RNMN160800、RNMN120400;45度或75度车刀CSSNR/L或CSRNR/L配SNMN150716或SNMN120712或SNMN120412(08);95度车刀CCLNR/L刀片配CNMN1207或CNMN1204。轧辊孔型加工:CRDCN4040(3232)配RCGX圆锥底或V型槽孔型刀片。
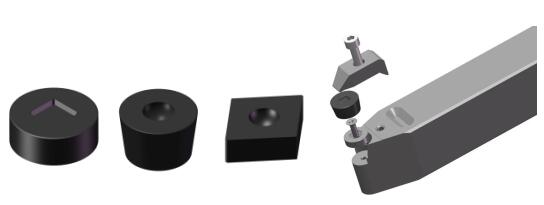
在加工轧辊过程中仿形是常见的加工方式,由于整体立方氮化硼刀片没有加紧孔,仿形加工中可能会造成刀片发生位移,造成加工误差。为了保证轧辊的顺利加工,华菱推出了带定位槽、禁固坑的整体立方氮化硼刀片,使定位更可靠,满足数控仿形加工的需要。