商铺名称:郑州华菱超硬材料有限公司
联系人:崔女士(小姐)
联系手机:
固定电话:
企业邮箱:3586073544@qq.com
联系地址:河南省郑州市高新区长椿路与药厂街交叉口国家大学科技园研发5号楼B座
邮编:450001
联系我时,请说是在牵牛钢材网上看到的,谢谢!
华菱品牌车ZG35铸钢件的刀具BN-S20耐磨损抗冲击,ZG35铸钢件硬度高HRC48,大多铸钢件在铸造过程中存在铸造缺陷,有铸造砂眼,需要进行补焊,硬度HRC48补焊后存在铸造缺陷的ZG35铸钢件,加工余量大10mm,工件表面夹砂、气孔较多原来用YT5刀具车,容易崩刃,刀头损耗严重,车成本高且效率低下。可选用耐崩损和耐磨性更好的超硬刀具BN-S20,非金属粘合剂整体立方氮化硼材质刀片,吃刀量大1-10mm,解决加工高硬度ZG35铸钢件YT5合金刀具车不动、崩刀的问题。
ZG35铸钢件含有锰,铬,镍造成切削车时刀头不耐磨,特别是一些大型ZG35铸钢件,很多刀头车不完一个工件就已经破损,造成接刀痕甚至是扎刀,轻者影响车效率和车质量,重者造成工件报废!有夹砂、白口等铸造缺陷或者有间断车削,容易崩刀,造成刀头使用成本居高不下。
ZG35属于中碳铸钢,ZG35是以前的老标准,相当于现在的ZG270―500。其碳含量在0.32--0.37之间,新标准不以碳含量来标明,而以机械性能作为牌号,270是屈服强度,500是抗拉强度。有一定的韧性及塑性,强度和硬度较高,切削性良好,焊接性尚可,铸造性能比低碳钢差。应用广泛,可用于制作飞轮、车辆车钩、水压机工作缸、机架、蒸气锤气缸、轴承座、连杆、箱体、曲拐等。
一些ZG35铸钢件厂认为“钢件就用YT类合金刀头车,铸铁件就用YG类刀头”,这其实是一种误区,因为铸钢是短屑材料,这一点不同于锻钢件!特别是粗车或者间断车削ZG35铸钢件时,如果采用YT类合金刀具,一般会崩刀!如果使用YG类合金或者是涂层刀头刀头,出有崩刀现象的话,也不能把责任简单归咎于是YG类刀头不抗冲击,其实归根到底是其不耐磨的原因。存在铸造缺陷的ZG35铸钢件难以加工,补焊后用YT5合金刀具经常崩刀,严重影响加工效率,如遇到合金刀具车不动、崩刀的问题,可致电华菱超硬推荐选择更耐磨、更抗冲击的超硬刀具BN-S20,提高加工效率。
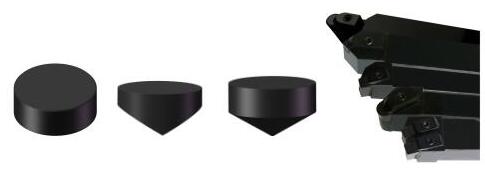
BN-S20加工ZG35铸钢件的优势特性:
(1)BN-S20材质超硬刀具的自身刀体硬度在HRC95-100之间,耐磨性好,可长时间加工ZG35铸钢件,保证铸钢件的表面质量;
(2)BN-S20材质属于整体聚晶CBN刀具,可大余量或硬车切削ZG35铸钢件,提高生产效率;
(3)BN-S20材质加工ZG35铸钢件过程中,采用干式切削的加工方法,不仅降低生产成本,而且洁净生产,更符合国家绿色制造的发展方向。
BN-S20材质超硬刀具适合用于以下ZG35铸钢件加工情况:
(1)某些铸钢件单件加工时间长,普通合金合金刀或涂层合金刀片走不到头就已经磨损导致工件返工,影响加工效率的情况。
(2)对于一些铸钢件夹砂,气孔,白口等原因难加工问题,造成普通合金和涂层刀片经常崩刃,甚至出现“扎刀等复杂情况。此时可选择BN-S20牌号超硬刀具。
(3)ZG35铸钢件经过补焊后焊接点硬度高,普通合金刀经过焊接硬点时损害严重时可选择高硬度材质BN-S20牌号超硬刀具。
(4)铸钢件本身材质硬度高,以及部分加工硬化的铸钢件,热处理淬火后的高硬度铸钢件需要在进行切削加工的情况。
大量实验和案例证明BN-S20超硬刀具的寿命是涂层合金合金刀的几倍到几十倍。BN-S20牌号可用于粗加工,也可用于半精加工和精加工ZG35铸钢件以提高加工效率。适用于各种高硬度难加工材料,如高温合金、耐热耐磨钢、高硬度铸钢/铸铁、淬硬钢、氮化钢、渗碳钢材料的加工。并且在粗加工中表现优异。
BN-S20牌号加工铸钢件的切削参数:
|
加工材质 |
推荐切削参数 |
CBN刀具牌号 |
||
|
切削速度 Vc(m/min) |
吃刀深度 ap(mm) |
进给量 Fr(mm/r) |
||
|
铸钢件HRC45以上 |
50-150(粗加工) |
1-10 |
0.15-0.7 |
BN-S20 |
|
90-250(精加工) |
≤1 |
0.05-0.35 |
||