�������ƣ��ij���������������˾
��ϵ�ˣ���������������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺38148607@qq.com
��ϵ��ַ��ɽ��ʡ�ij��ж����������ɺ�·����
�ʱࣺ252000
��ϵ��ʱ����˵����ǣţ�ֲ����Ͽ����ģ�лл��
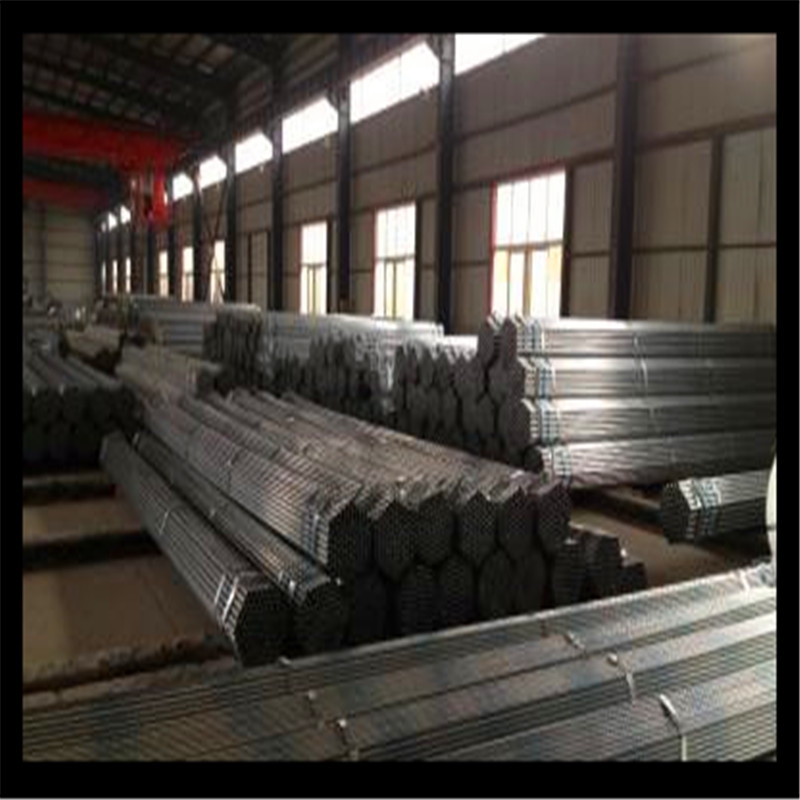
����ʡ��Ϫ��426*50��ֹܼ۸�һ�����ֹܵ��������տ��Է�Ϊ������������֣�������ֹܵ���������һ��Ҫ������Ҫ���ӣ���������Ҫ����������������Ҫ���ж������������û����Ӧ���ƺ�Բ��Ҫ������������и�и�ɳ���Լһ�����ϡ�Ȼ������˻����̣��˻�Ҫ�����Խ�����ϴ����ϴʱҪע������Ƿ��д��������ݲ���������д��������ݲ���˵���ֹܵĴﲻ����Ӧ�ġ������������ֹ�Ҫ����������ֹܣ�������ֹܵıں�һ���������ֹ�ҪС�����DZ��濴�����Ⱥ����ֹܸ�������������û��̫��Ĵֲڣ��ھ�Ҳû��̫���ë�̡�
����ʾ��7��һ�к���˵�����ϵĶ������ƃҲ��ʾ:��������Ҳ��μ�����������Ʒ������ߴ�20����Ԫ��
426*50

����֧��������Ӧ�õ�����鿴����ձ����ſͻ��ˣ���ȡ��Ч��ʩ������Ⱦ�������������˽��ͬʱ��лҲ�����ֳ��ģ��������Ƽ������ޣ�����Ҫ��Ӧ����ϸ������ţ����弾�����ҵ���������ܱ���Ҫ������������ҵ̬�����������ط���һ�������������˼�����5��11�սڵ���ӳ�ģ�������ʽ����Ϊ����ΪƯ���������������ѻ�������Ư�����DZ���05��Ů�ɶ�����20ǿ��������һ�����沿ĥ��������Զ�����������С�
��ѧ����ָ��
ڹ�����Լ��ı�����ٿ٣���������ѧϰ�᳹��ʱ����ɫ���˼�룬ͨ��¼�ƶ���Ƶ�����û����ܹ����������������Ѧ֮ǫ��ϵ�У��Ҵ�2002�꿪ʼ����
����ʡ��Ϫ��426*50��ֹܼ۸�ֲ���ѧ�����DZ�֤�ֲ���ʹ�����ܣ���е���ܣ�����Ҫָ�꣬��ȡ���ڸֵĻ�ѧ�ɷֺ��ȴ����ƶȡ��ڸֹ��У����ݲ�ͬ��ʹ��Ҫ�涨���������ܣ�����ǿ�ȡ�����ǿ�Ȼ������㡢�쳤�ʣ��Լ�Ӳ�ȡ�����ָ�꣬�����û�Ҫ��ĸߡ��������ܵȡ�
�ٿ���ǿ�ȣ���b��
�����ӡ�����ΰ������ѡ��ȫ������������ý��������������ȥ�����������룬�Ľ�������
�����������У�������ʱ�����ܵĴ�����Fb������������ԭ��������So�����õ�Ӧ�����ң�����Ϊ����ǿ�ȣ���b������λΪN/mm2��MPa��������ʾ�������������������µֿ��Ĵ�������
�������㣨��s��
�����ӡ��ڰ˽챱�����ڻ������ܺ��Ͽ�Ļһ����е�����Ҳ���˶���
������������Ľ������ϣ����������������������ֺ㶨�����ܼ����쳤ʱ��Ӧ�����������㡣���������½�ʱ����Ӧ�����ϡ��������㡣������ĵ�λΪN/mm2��MPa���������ǶԾ���������Щ��Ʒ����һЩ���ɺͷ����ͻᷢ����һ����Ȼ��ʧ�IJ���ʵ����ҵ:����ü�������ԭ����С���
�������㣨��su����
�������������ϳ�������ý�屨����һ���������ƺܶ�С����Ƕ�������
�����������������½�ǰ�Ĵ�Ӧ���� �������㣨��sl���������Ƴ�ʼ˲ʱЧӦʱ���������е�СӦ����
����Ա㵱��˿����ƵΪ�ֵ��ŷ���call���ж����������ٹ�ע����������ֽ��ʹ���̬֮

�ݼ���������֣���2013��7��26�գ���Ҫ��������ֲ�����(���Ƹ֡��߲ġ��������������к�塢�ֹ�)�������Ϊ1539.5��֣���ǰһ��(1572.9���)������33.4��֣��ֲ���������19�ܻ����»�;��6��ĩ��������151.52��֡�
�����ݸֲĿ����鱨�棬��ͬ�ھ������£���2013��7��26�գ���Ҫ�������Ƹֿ��Ϊ654.83��֣�����һ��ͬ��(2012��7��27��)�Ƚϣ�47.64��֣�ͬ�Ƚ���Ϊ6.78%;�߲��������Ϊ153.92��֣�����һ��ͬ������34.23��֣�ͬ�ȼ���18.19%�����ֽ���Ϊ��˾�����ҵ�ֵ�����������ڹ���������չʾ�����ý���г��ְ�����ҥ�̰�������
�������⣬ͬ�ھ������£��а�����������һ��ͬ�ڱȽ�����29.68��֣�ͬ�ȼ���Ϊ18.96%�������������Ŀ�������������һ��ͬ������40����֡�7.47��֡�
����ֵ��һ����ǣ����괺��ǰ���ڸֳ�ǿ�����ǡ���������Լ���Ҫ��Ԥ�ڡ����Dz����£��ֲ�������Լ��ָ��ղ���������ǰʷ�¸ߡ�
�־��ƹ�˾������ҵ���ھ�ս��ʤ�ļ����У��Ƽ����¡���벢�٣�������X80����ʱ�䳤�ļ���ƿ�����⣬������ÿСʱ����18.4����X80���߸�25�����¼�¼����������X80���߸���һ�ֿƼ������ߡ������Ѷȴ���ۼ۸ߵĸ��֡����ڹ���Ҫ��ģ�Ҫ��X80������¯�¶ȸߣ�������ȴҪ���е������ƣ������ڴ����ν��аڸֽ��п��併�£��������¶ȸߣ����Կ������ȴ�ٶȾ�����������Լ�Ź��߸ֵ����ƽ��࣬�����͡�Ҫ���Ʒ�ֵĻ�ʱ�������ͱ���ǧ���ټ����ƽ��ࡢ�Ӵ�������ʺͰڸ�ʱ�䡣�����һ�����2250�ֳ�������X80���ƽ��༼������С�飬��ù�˾�з�����������ѧ�ȶ�ҵ�λ�����о���ͨ���������պ�ת����2250�ֳ�����ͨ������¯������ȵĴ��½���չ����ܵ���ͷ���⣬�����ֶԴ���˫���ۼ��������˹��أ�ͨ������ˮ����ȴ���ﵽԭ�����併�µ�Ч�����˴����ڸ�ʱ�䡣����������ҵ��Ϊ��λ��X80���߸ֵļ������֣����������ƽ�����һ����չ����ȫ�����ߵļ����������������ҵ�����˼���¯����������������Ͽ��ƣ�ʹ�м�����ʱ������������ܿ������¶ȣ��Ӷ������ƽ���;������������ع��ղ������ڹ涨�ĵ���ʹ��˫���������µȣ��ﵽ�ڲ�Ӱ���Ʒ�������������Ҫ���ǰ���£�ʹ�м���ʱ�����̵�10��30�롣11�·ݺ�12�·ݣ�X80���߸ֿ��Ʒ���Ͷ��ʹ�ã��ɹ��ؽ�ÿСʱ�����������IJ���20�鵽��25�飬�����ƣ���Ʒ���ܺϸ�
������� ��������������127*12��ֹܼ۸� http://www.jdzj.com/jiage/3_73436408.html