�������ƣ��ӱ���ƹܼ�����˾
��ϵ�ˣ���������������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺2663201729@qq.com
��ϵ��ַ���ӱ�ʡ�������ϴ����������ţ��ׯ��ҵ��
�ʱࣺ061000
��ϵ��ʱ����˵����ǣţ�ֲ����Ͽ����ģ�лл��
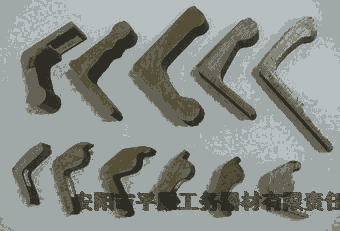
�ӱ�������ͷ����������֯�ı仯��Ӱ��
1. ����������֯�仯��ĥ�����˵�ԭ��
��е�ӹ������У���������ͷ�ļӹ��������ڽ��������¶Ȼἱ�����ߣ����¶ȳ���������ͷ ���Ͻ�����֯�仯���ٽ��ʱ���ͻᷢ��������֯�仯������һ�������ӹ����ԣ��¶Ȼ�������������˳̶ȡ�������ĥ���ӹ���˵�����ڵ�λ����ϲ����������ȱ�һ����������Ҫ��ʮ�������¶ȳ�������ٽ��ʱ����ʹ������ͷ �����Ľ�����֯�����仯���Ӷ�ʹ������Ӳ�Ⱥ�ǿ���½�����������Ӧ���������������ơ����������Ϊĥ�����ˣ�������Ӱ����������ͷ ��ʹ�����ܡ�
ĥ������ʱ���������ֻơ��֡��ϡ��������ɫ������������ͷ ������˲ʱ�����²���������Ĥ��ɫ����ͬ������ɫ�������˵ij̶Ȳ�ͬ����������˲���Ȼ�ںú�Ĺ�ĥʱĥȥ������ɫ�������˲㲢δ��ȫȥ��������������ͷ ����������
���磬ĥ㲻��ʱ����������ͷ ��������γɵ�˲ʱ�ߜؽ�ʹ������������������ֽ�����֯�仯��
( I ) ���������ͷ �����¶�δ��������¶� , ( һ����̼��Ϊ 820 �ͣ����������������ת���¶�
��һ����̼��Ϊ 300 �ͣ�����ʱ�����彫ת��ΪӲ�Ƚϵ͵�ͬ��������������壬��лػ����ˡ�
(2 )��������ͷ �����¶ȳ�������¶�,'�����ʱ�г�ֵ�����Һ��������Һ�ļ��������£�������ͷ ����ֶ���㲻������壬��Ӳ�ȱȻػ�������ߣ����ܱ���ֻ�м�������ΪӲ�Ƚϵ͵Ļػ�������������壬���±�����ܵ�Ӳ�Ƚ��ͣ����Ϊ㲻����ˡ�
(3)��������ͷ ������¶ȳ�������¶�A.,'��������ת��Ϊ�����壬�����ʱ������Һ�������Ӳ�ȼ����½���������ͷ ���㱻�˻����������Ϊ�˻����ˡ���ĥʱ�����ײ�����������




1. ĥ�����˵ĸ��ƴ�ʩ
ĥ������������˵ĸ�Դ���ʸ���ĥ�����˿�������;����һ�Ǿ����ܼ���ĥ���ȵIJ��������Ǹ�����ȴ����������ʹ�����������ٴ���������ͷ ��
(l ) ����ѡ��ĥ��������ĥ���������ʱ��������ͷ ���漰����㲻ͬ��ȵ��¶����ߣ����˻����ӡ�������ͷ ���������JԽ��ɰ����������ͷ ����Ӵ�ʱ����Լ��٣�����ȵ�����ʱ����٣�ɢ�������õ����ƣ�������ͷ ����ͱ�������ȵ��¶Ⱦ��½����ʿɼ������ˡ�����������ͷ �ٶ�ʱ��ĥ���������¶����ߣ�����Դ����ʱ����٣�����ɼ������ˡ���ˣ�Ϊ�˼������˶�ͬʱ���ܱ��ָߵ������ʣ�һ��ѡ�ýϴ��������ͷ �ٶȺͽ�С��ĥ����Ȳ�ͬʱ ��Ϊ�� �ֲ�������ͷ �ٶ�������ɱ���ֲڶ�ֵ�����ȱ�� ������ ���ɰ���ٶȡ�ʵ��֤����ͬʱ���ɰ���ٶ�,��������ͷ �ٶȿ��Ա������ˡ�
(2 )ɰ�ֵ�ѡ����Ӳ��̫�ߵ�ɰ�֣��ۻ�ɰ���������䣬���ײ������ˣ��������ɰ�ֽϺá�ɰ�ֽ�ϼ��úò��þ���һ�����ԵIJ��ϣ�����֬���ȣ�һ����˵��ѡ�ô�����ɰ��ĥ���������ײ������ˡ�
(3 )��ȴ��������������Һ����ĥ�������������Ա������ˡ�Ŀǰ���õ���ȴ����Ч���ϲ���ڸ�����ת��ɰ�ֱ����ϲ���ǿ�������㣬ʵ����û�ж�������Һ�ܽ���ĥ����,��˲�ȡ��Ч����ȴ����������Ҫ������Ҫ��ʩ�У�
@���ø�ѹ��������ȴ���ȿ���ǿ��ȴ���ã��ֿɳ�ϴɰ�ֱ��棬�����������÷����֣���ֹ��ȴҺ�Ĵ��ɽ���
������������ȴ��ѹ������ʹ��ȴҺ���������Ը�������ĥ�����������˵���ȴҺ������ʱ���ߴ�����������������Ҫһ��ר���豸��
������ȴ���ǽ���ȴҺ�͵�ɰ����ǻ��ɰ�ָ�����תʱ����������ʹ��ȴҺͨ��ɰ�ֵĿ�϶��˦��������ȴҺ��ֱ�ӽ���ĥ��������������ȴ��Ҫ��ʹ�ö��ɰ�֣�����ȴҺӦ��ϸ���ˣ��������ɰ�ֿ�϶��
�Ƚϼķ����������������õ��壬��ʹ������ɰ�ֱ��棬������Լ���ɰ��Բ�ܱ����ϸ�ѹ������Ӱ�죬ʹ��ȴҺ��˳������ĥ������