

商铺名称:郑州华菱超硬材料有限公司
联系人:崔女士(小姐)
联系手机:
固定电话:
企业邮箱:3586073544@qq.com
联系地址:河南省郑州市高新区长椿路与药厂街交叉口国家大学科技园研发5号楼B座
邮编:450001
联系我时,请说是在牵牛钢材网上看到的,谢谢!
数控车床车高速钢用什么刀片?车加工高速钢的刀片切削参数。一般用涂层硬质合金刀具、陶瓷刀片、cbn刀片加工高速钢。针对高速钢淬火前后,硬度的不同变化,选用更为经济耐用的刀具加工效果好。
加工高速钢的刀片材质选择:
1.涂层硬质合金刀具适合加工HRC45以下的高速钢材质工件,且相对来讲需低速切削,刀具价格低,但是加工效率低,使用CBN刀片可提升N倍以上,对硬度更高HRC45以上的高速钢件就无法进行切削加工,车不动。
2.陶瓷刀片的切削速度要高,但由于陶瓷刀片较脆,对于硬度不均匀的淬火高速钢件,陶瓷刀片具的磨损较快,且应尽量避免断续切削,否则容易出现崩刀现象。
3.CBN刀片适合加工淬火后的高速钢件,硬度HRC45以上适用,尤其是HRC55度以上更为经济适合,因为立方氮化硼是除人造金刚石的第二硬度物质,加工高速钢材质的硬度越高优势越明显。CBN刀片又有多种形式如整体式、焊接复合式和通焊式及涂层刀片,其中焊接复合式CBN刀片适合精车高速钢,吃刀深度在0.5mm以上的粗车加工,可采用华菱研制的整体式CBN刀片。
高速钢加工难点:数控车床车高速钢用什么刀片?车加工高速钢的刀片切削参数
对于不同的高速钢零件,加工表现的难点也大不相同,如高速钢轧辊不同于其他高速钢模具,一般是铸造态居多,除了硬度高难加工之外,加工余量大易造成多次走刀;尤其是大吃刀量粗车时,工件表面出现钢包砂等硬质点,刀具磨损快;在高速钢轧辊孔型加工过程中,切槽时切削阻力大,且部分有断续切削冲击,刀片易崩刃。

高速钢硬度高,热处理后的高速钢硬度在HRC55以上,动辄达到HRC65甚至更高,刀具寿命短,在精车加工高硬度(HRC65-HRC68)高速钢时,高速钢材质零部件在真空热处理后,内孔壁有微变形,导致精车加工的时候出现断续车削打刀的情况,刀具的寿命短,损耗极大。精车光洁度无法保障,精车切槽切断加工HRC67左右的高速钢时,由于切削温度高,使用普通的CBN整体刀片切削刃经常掉刀头;且在精车加工时,工件光洁度很快变差,换刀频次高;提升切削速度以后,光洁度变好,但刀具寿命更低,无法兼顾。加工高硬度高速钢领域,华菱品牌研发的非金属粘合剂CBN刀片的耐磨性和抗冲击性能更优良,使用寿命更长。
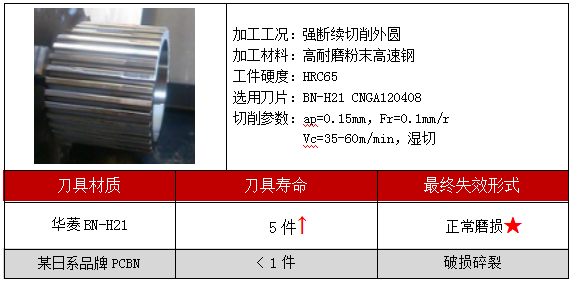
华菱品牌适合加工高速钢的刀片牌号及切削参数:
|
加工材料
|
加工工序
|
切削参数 |
推荐刀具牌号 |
||
|
切削速度 Vc(m/min) |
吃刀深度 (mm) |
进给量 (mm/r) |
|||
|
高速钢(硬度≥HRC45) |
粗加工 |
50-150 |
1-10 |
0.15-0.7 |
BN-S10,BN-S20 |
|
精加工 |
90-250 |
≤1 |
0.05-0.35 |
BN-H05,BN-H10,BN-H21 |
|






